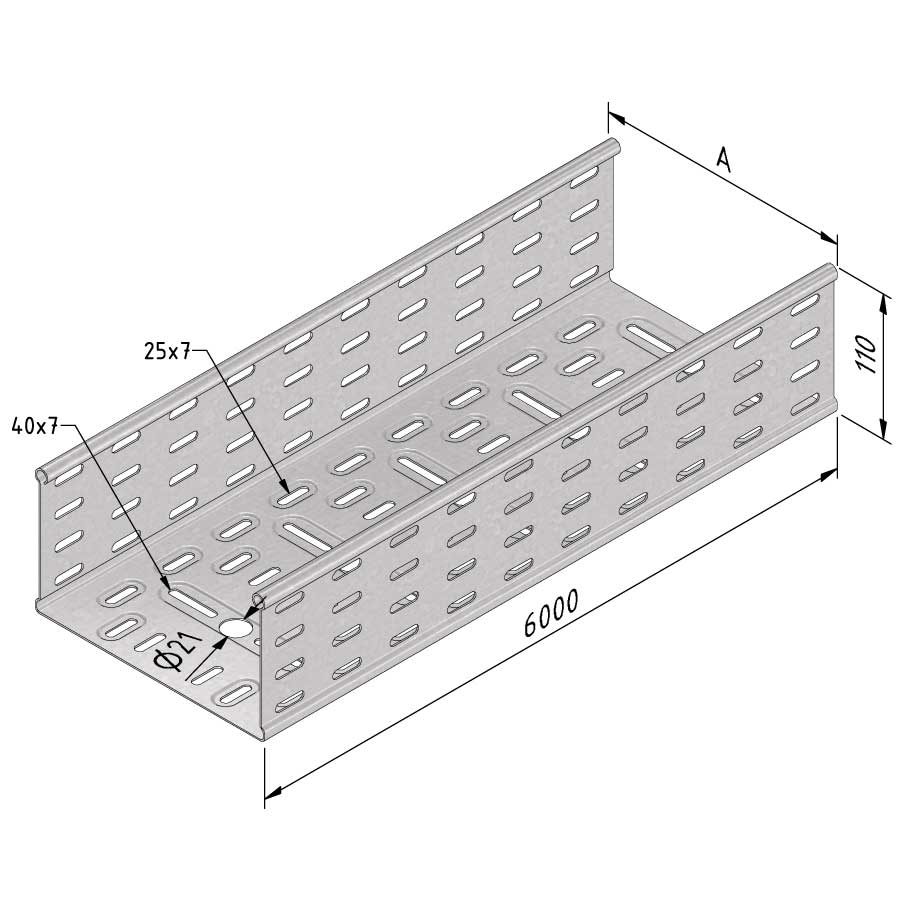
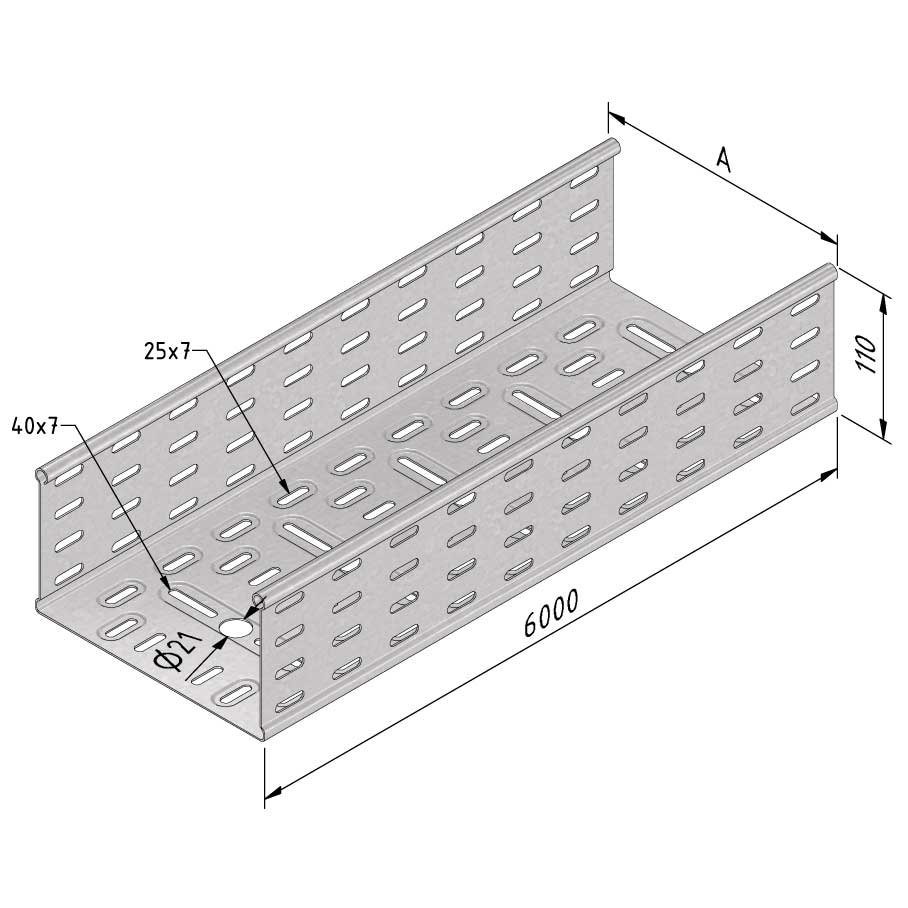
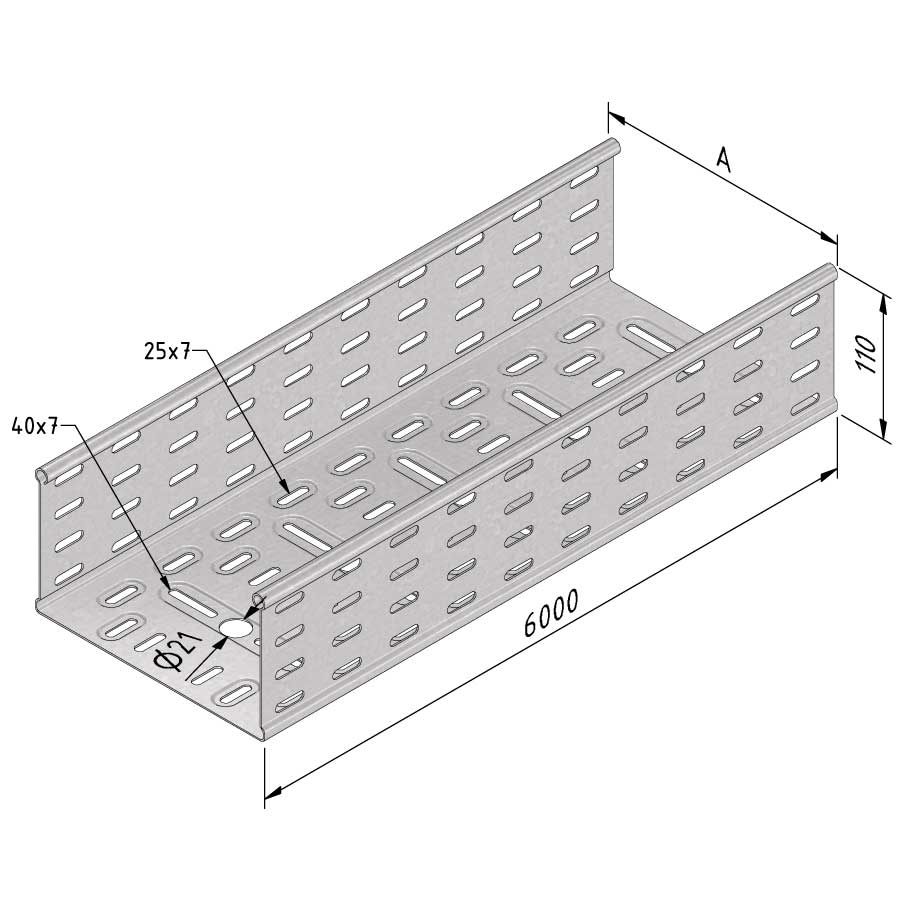
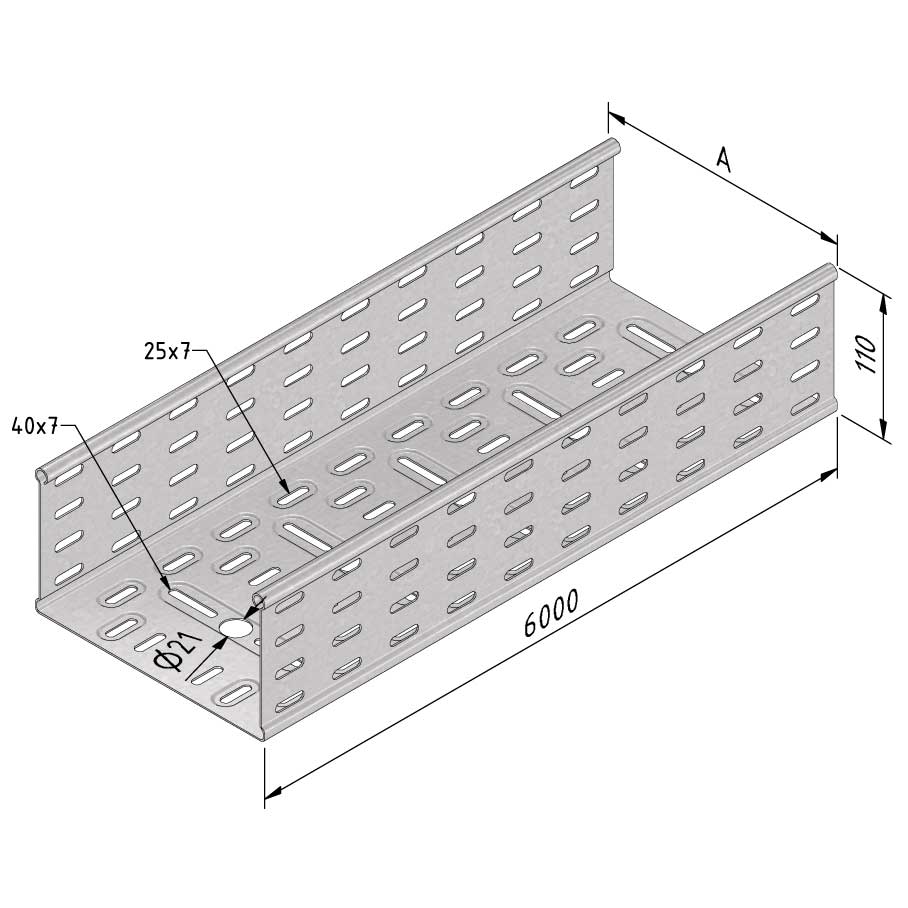
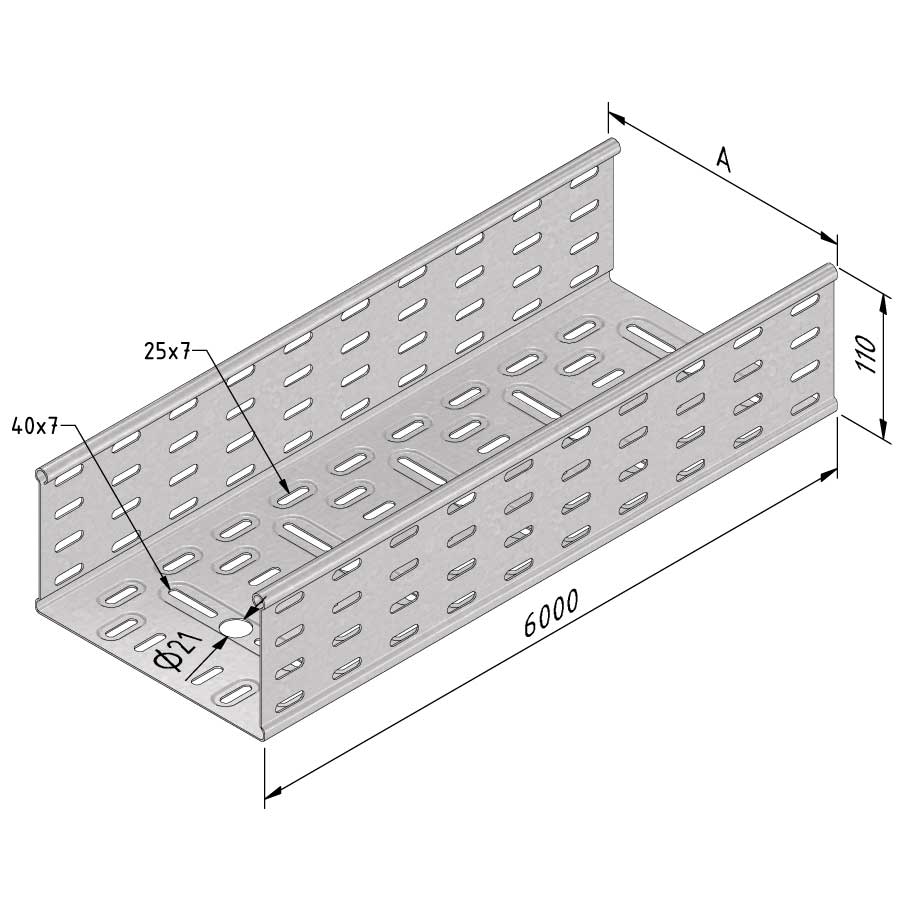
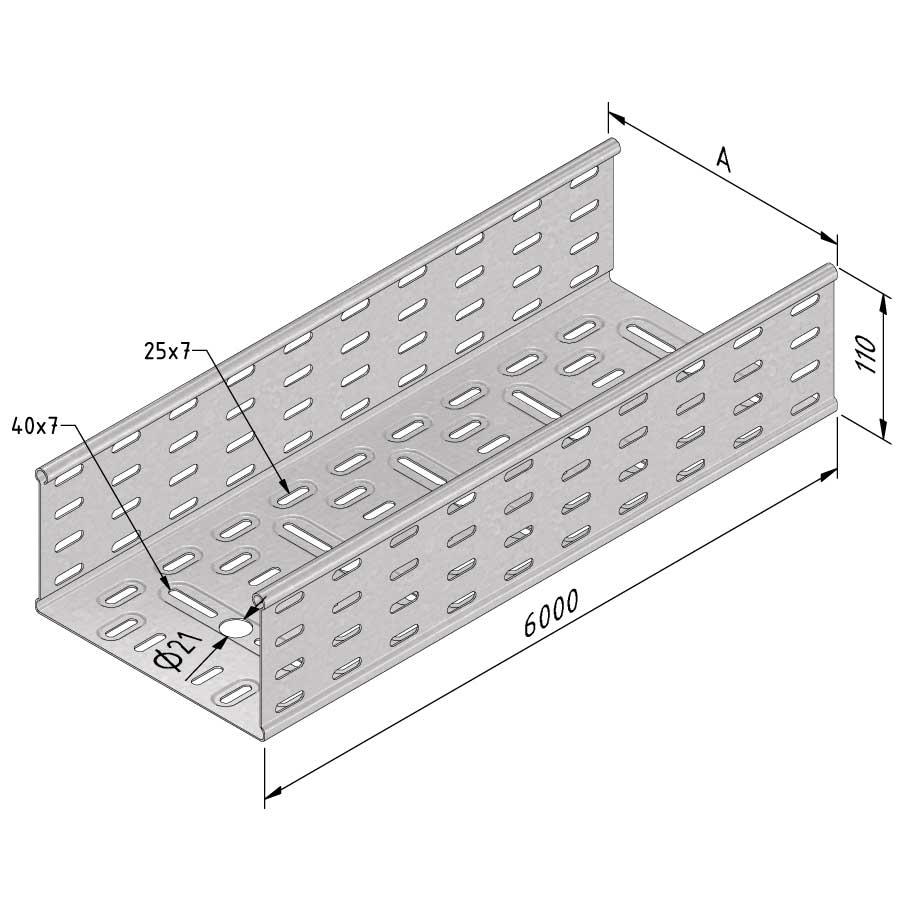
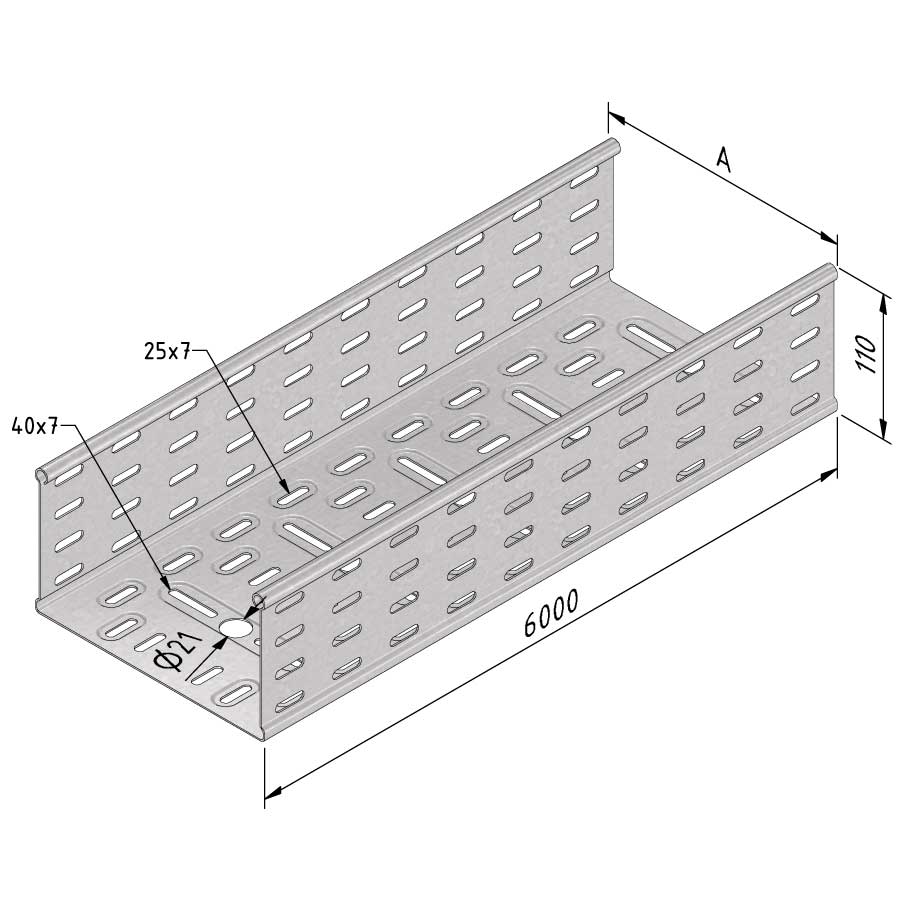
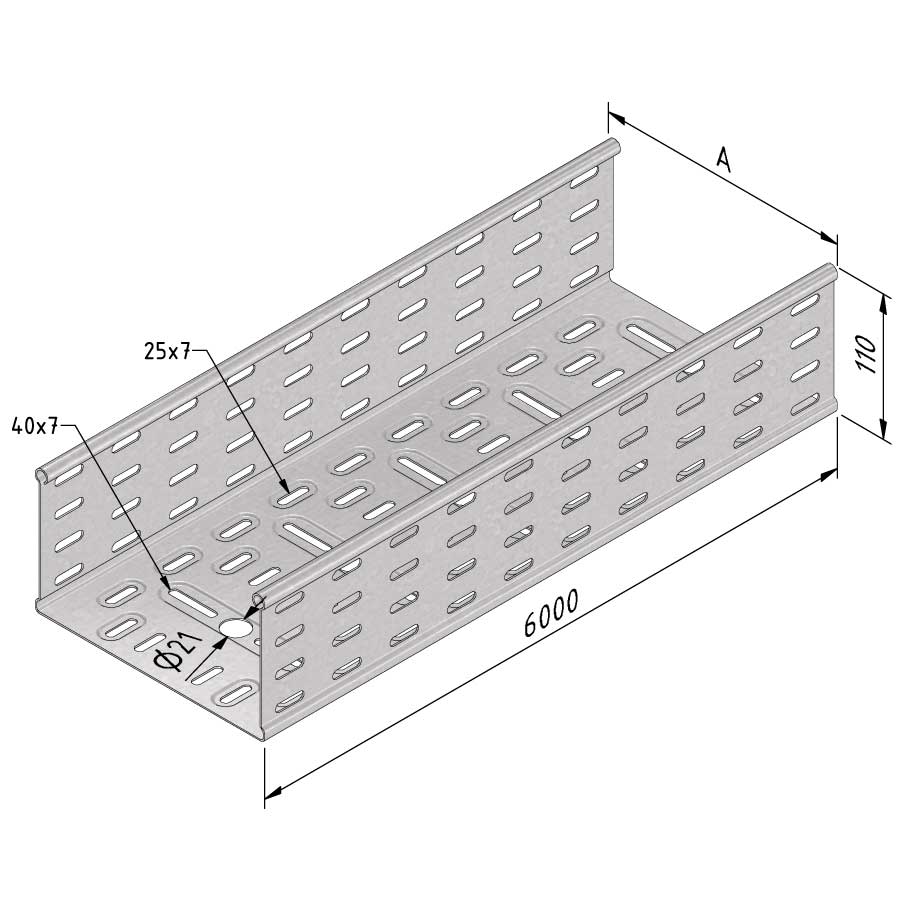
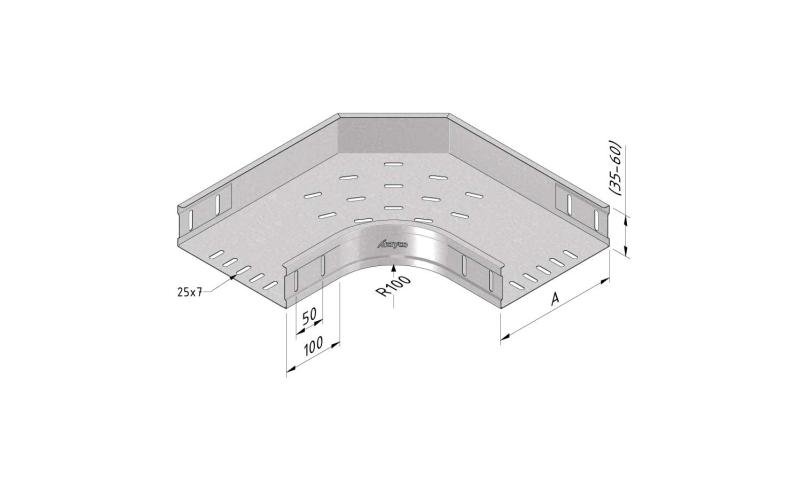
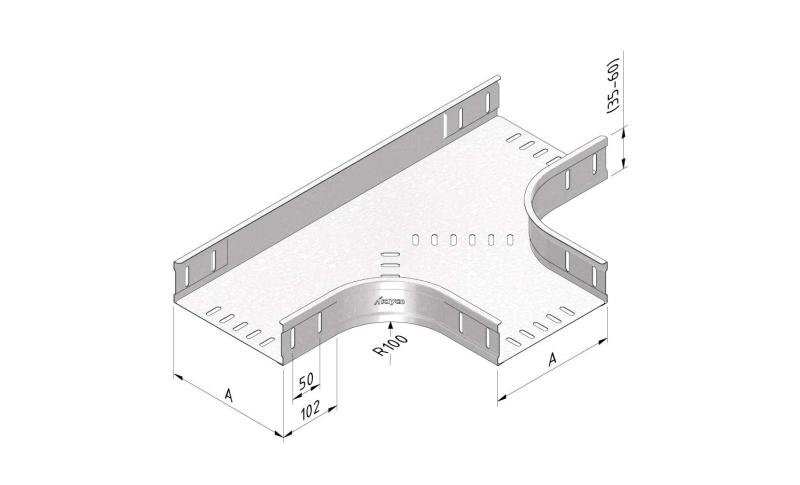
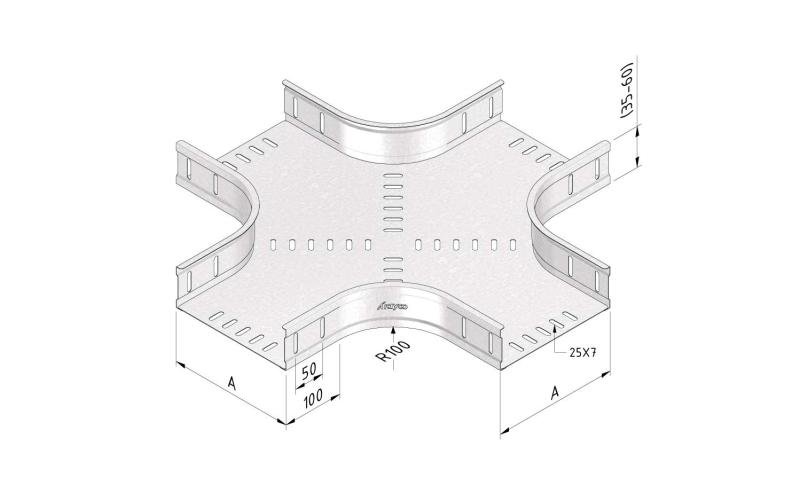
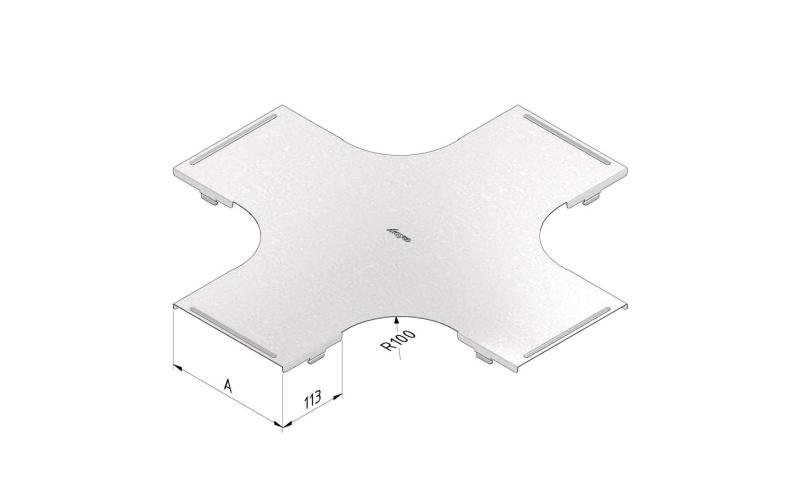
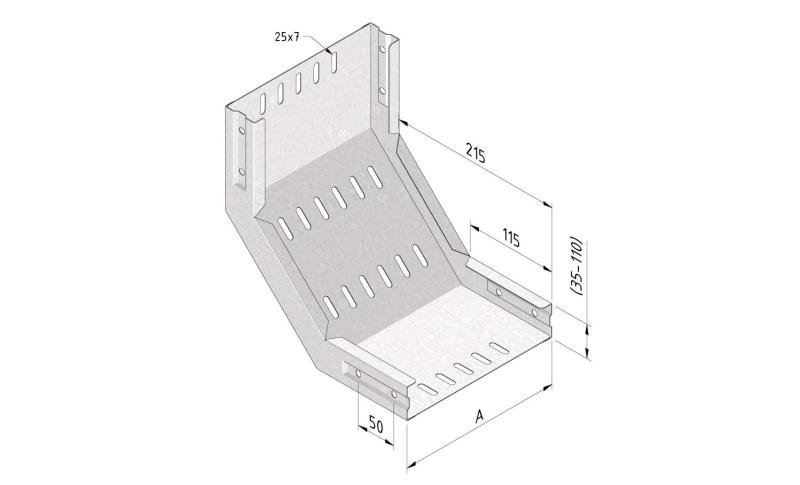
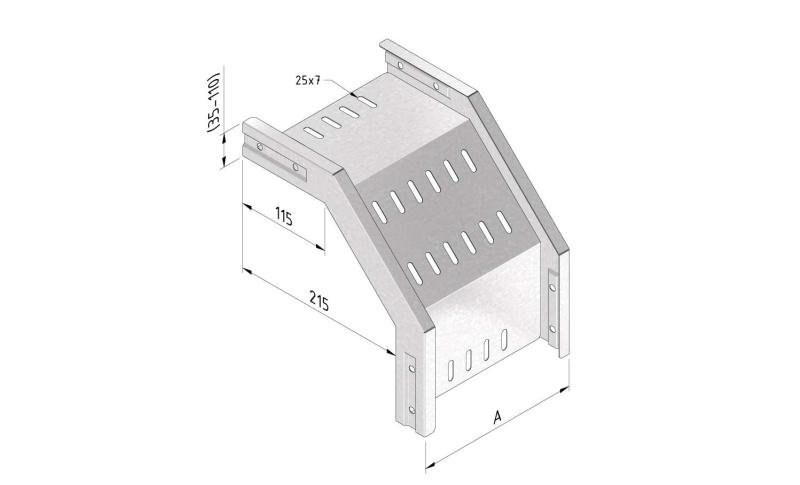
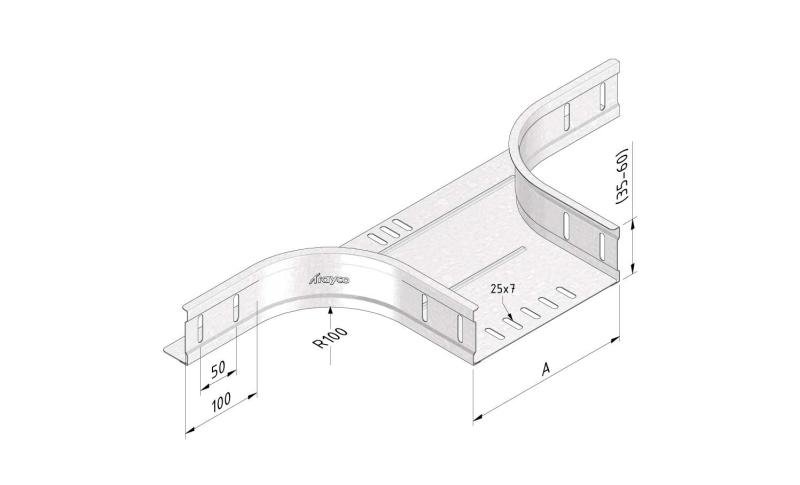
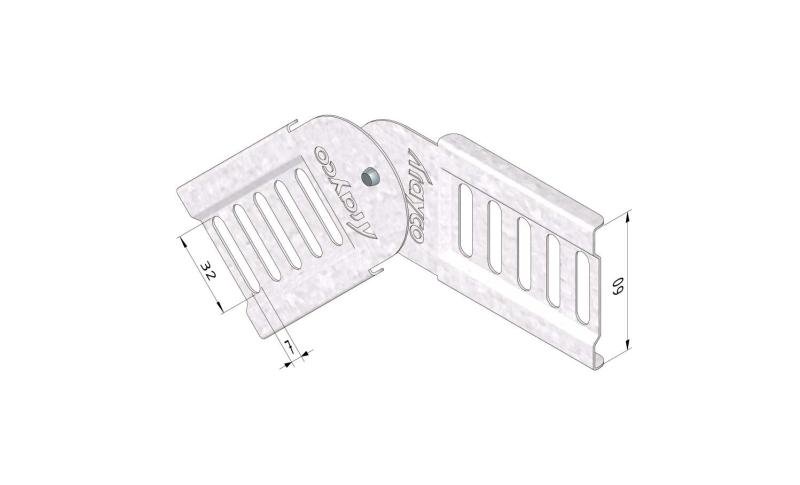
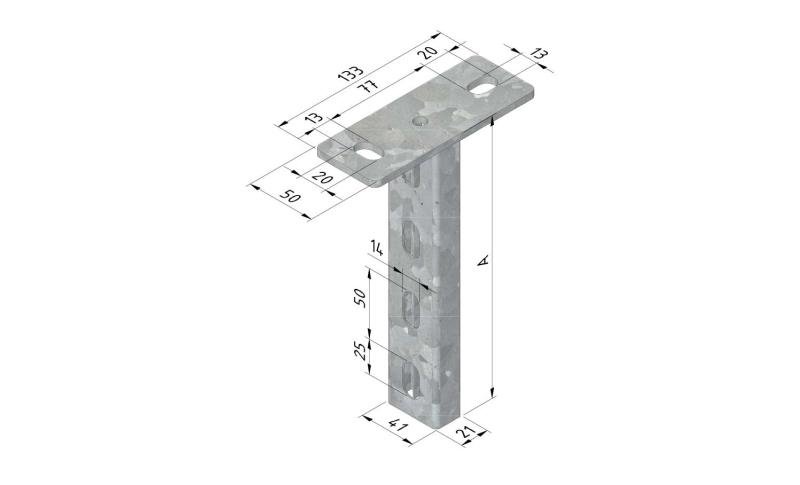
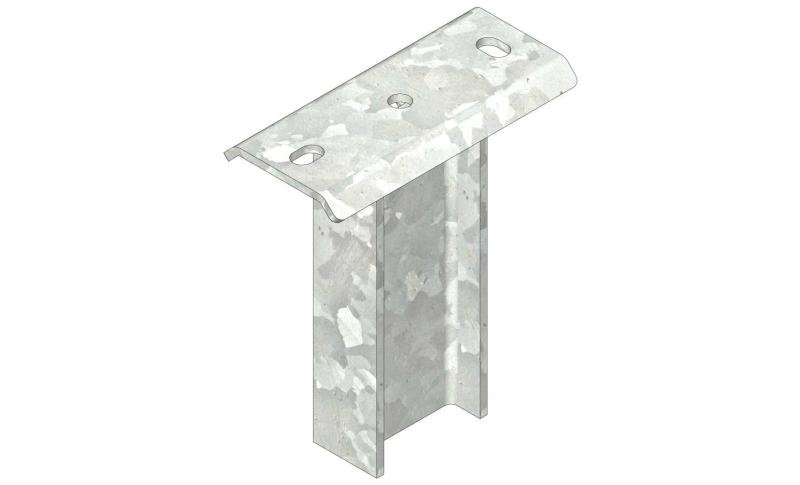
Děrovaná lanovka
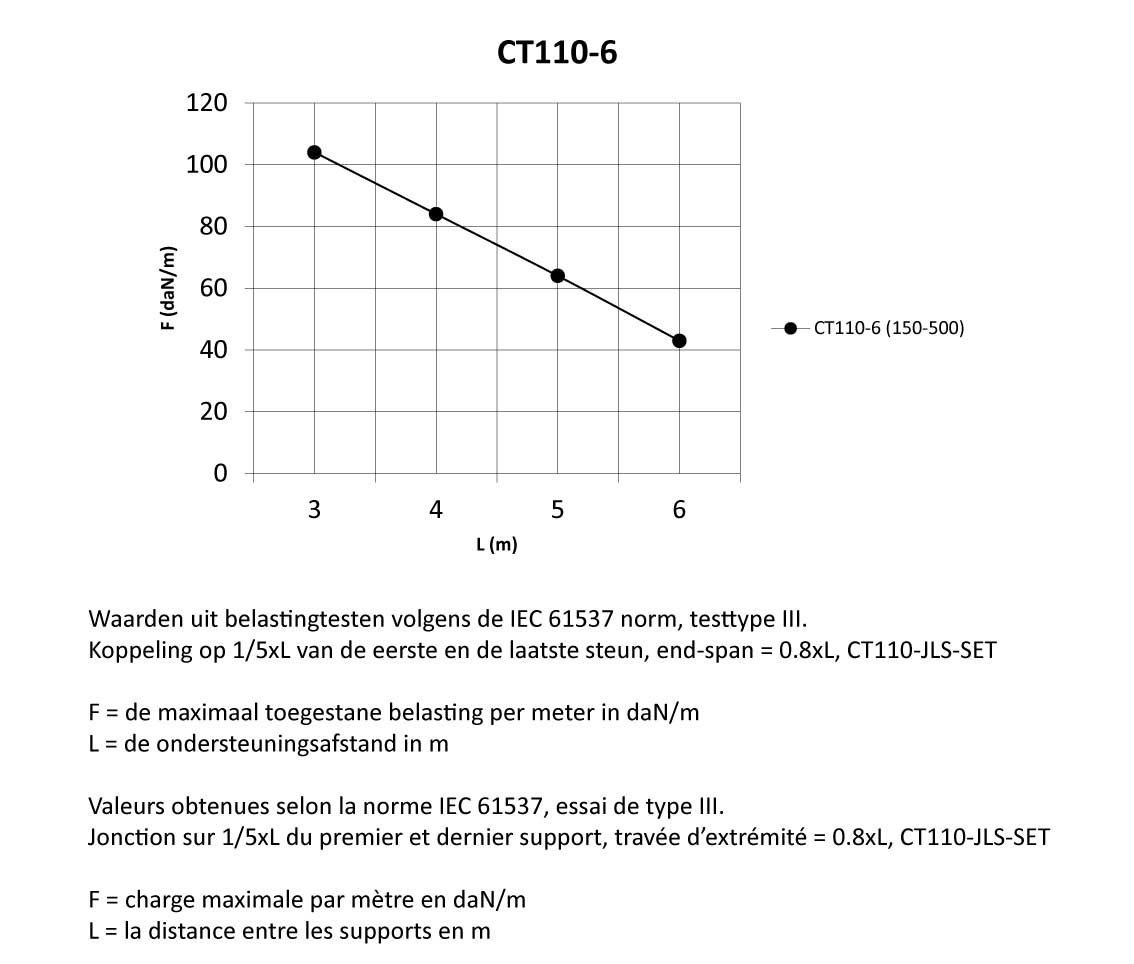
CT110-6

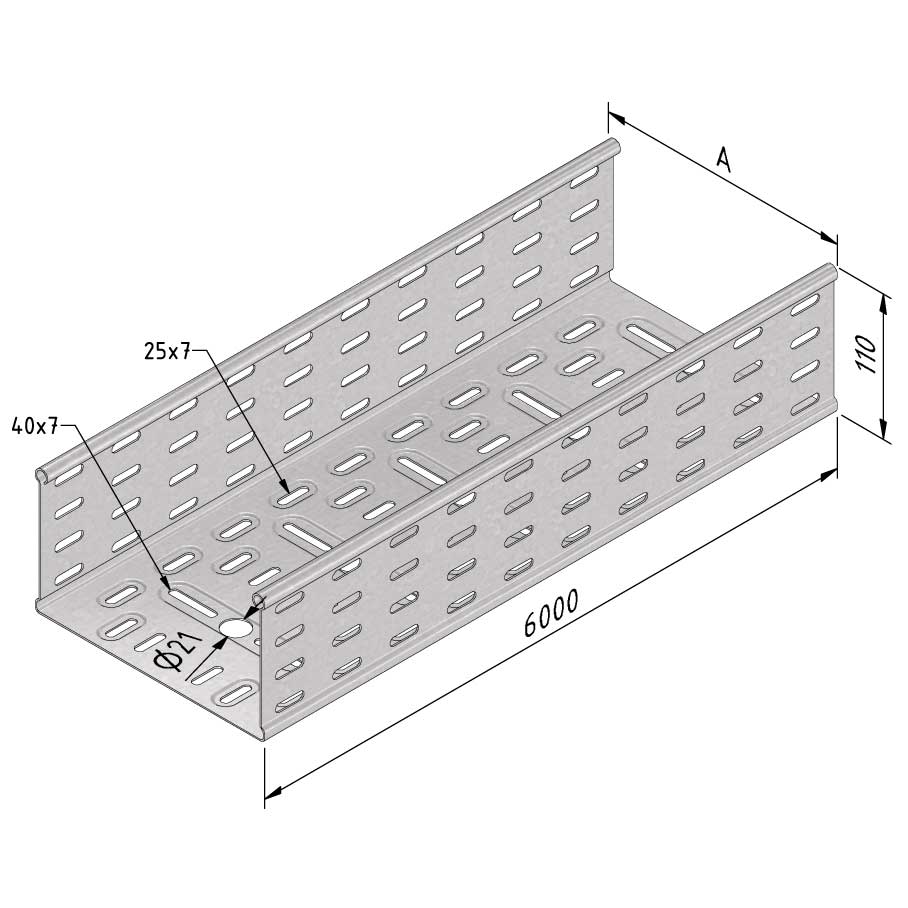
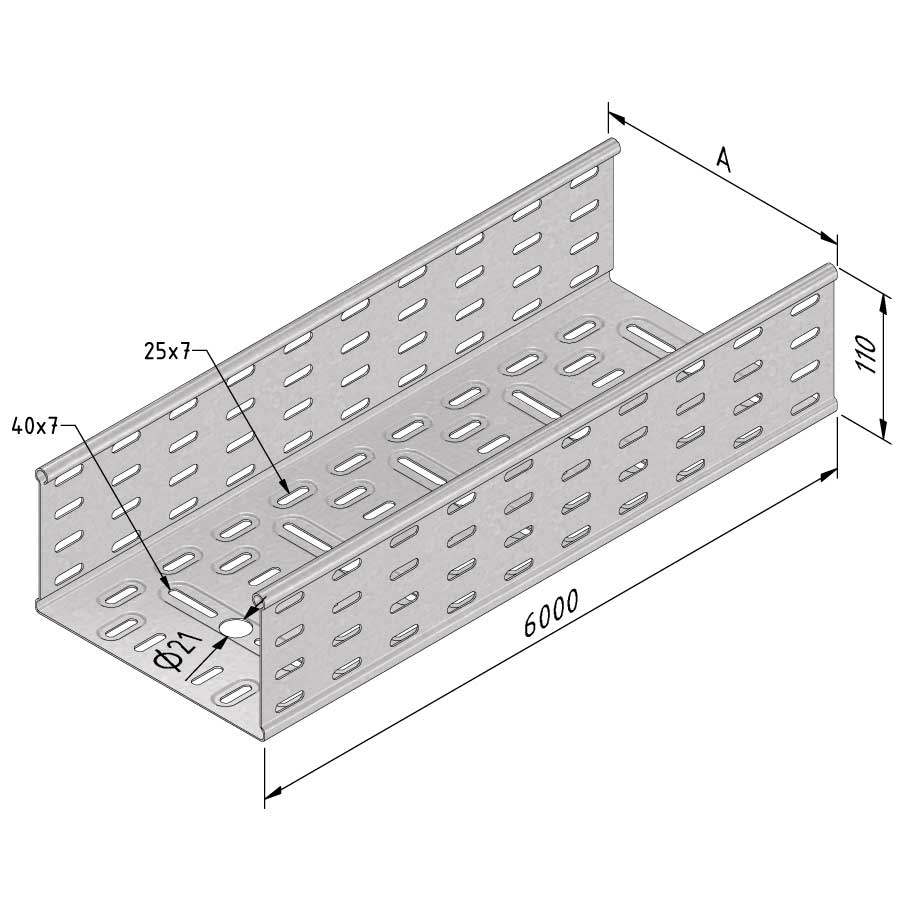
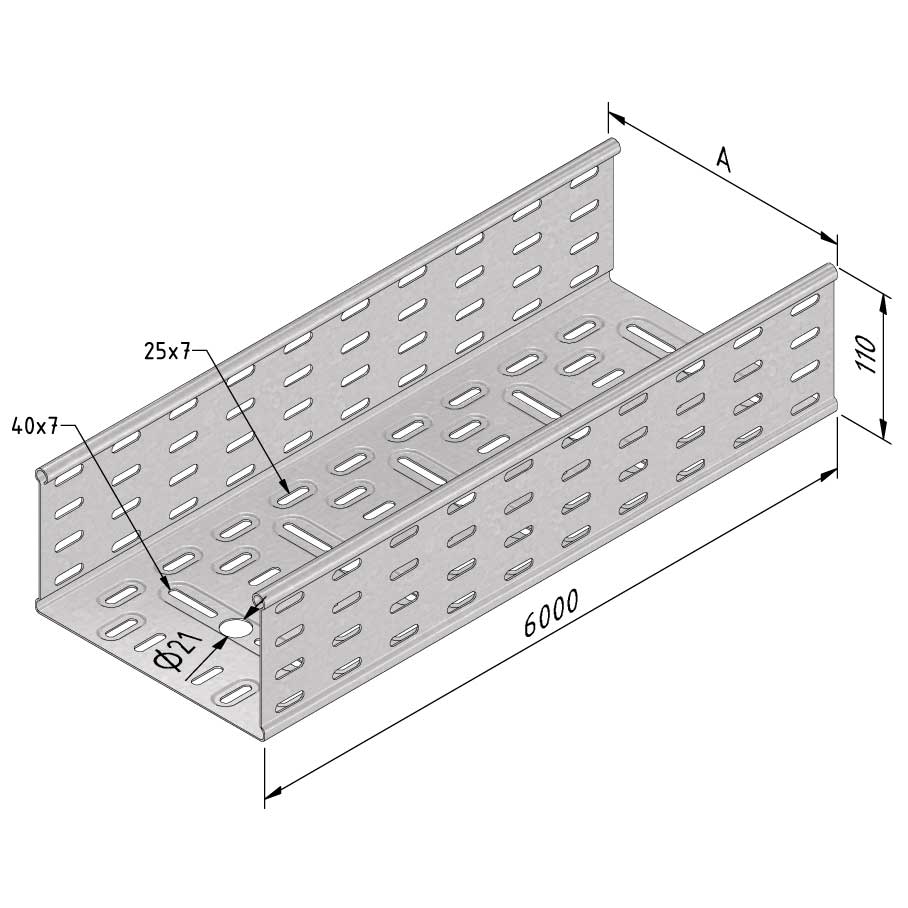
Děrovaná lanovka
CT110-6
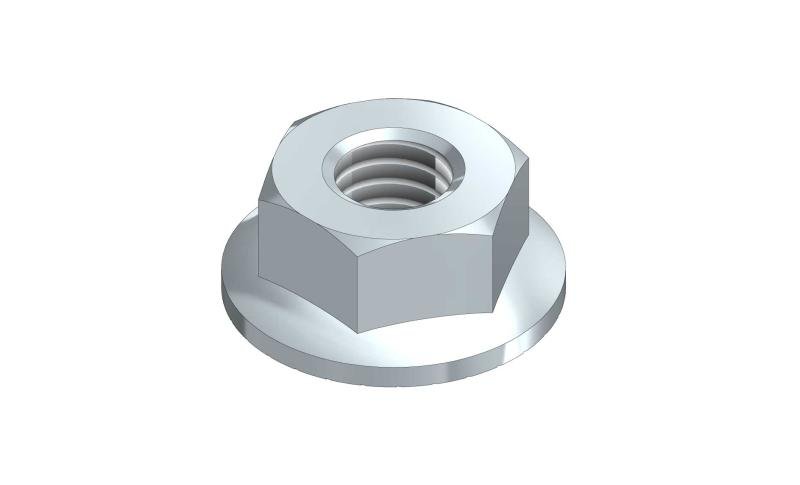
Pár s CT110-JLS__ + BN06-10
Lakované provedení je k dispozici na vyžádání. Požadovanou barvu RAL určete v objednávce.
| SKU | Kód článku | Provádění | Velikost A | Užitná plocha (cm²) | Balení | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
12953 |
CT110-150-10-6PG |
PG
|
150
|
152.7
|
6
|
Standardní
|
|
|||
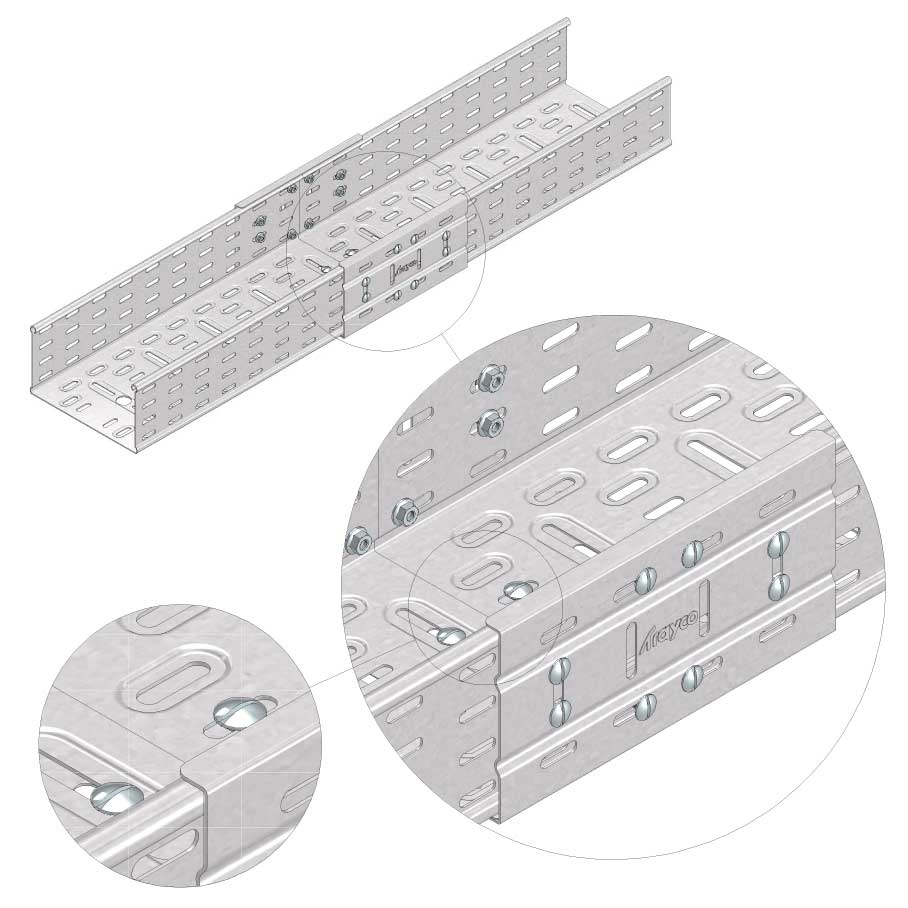
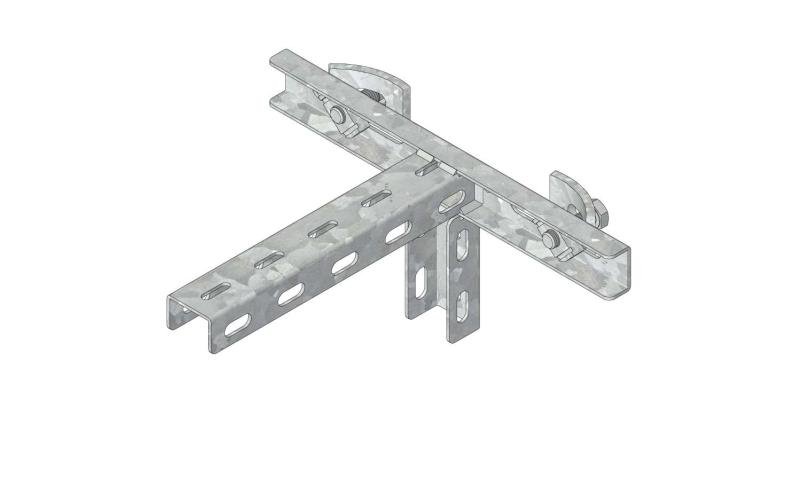
Montáž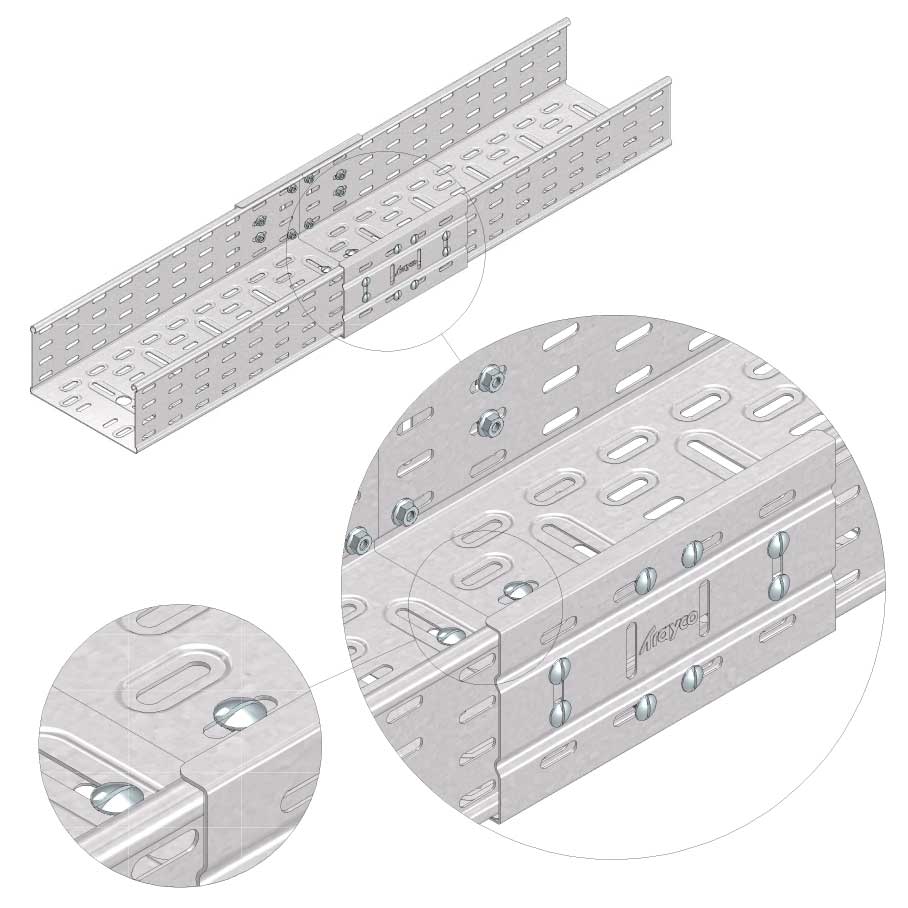
Pracovní zátěž
Graf zatížení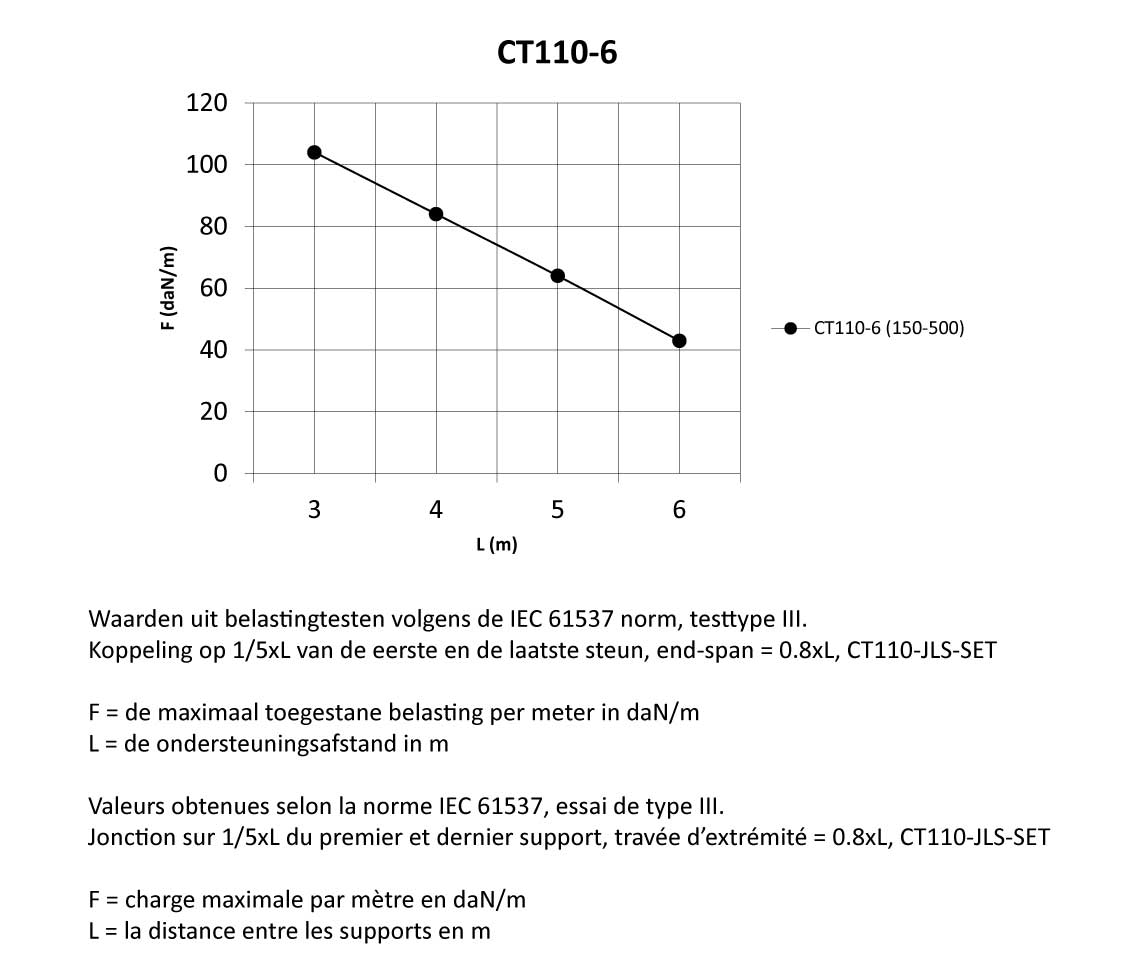
Další informace
Dokončení
Sendzimir pozinkovaný (EN 10143) PG (předpozinkovaný):
Výrobky z ocelového plechu a svitků žárově pozinkovaných Sendzimirem nebo průběžně se obvykle používají tam, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Charakteristickým znakem této oceli je, že je opatřena vrstvou zinku "před" mechanickou deformací pomocí procesu kontinuálního ponoření. Tuto zinkovou vrstvu lze snadno vytvořit a na řezných plochách do 1,5 mm dochází ke katodickému efektu, který zabraňuje oxidaci. Ocel se nejprve chemicky očistí a zdrsní, aby se dosáhlo dobré přilnavosti. Po procesu ponoření se přebytečný zinek odfoukne a získá se další pasivační vrstva (velmi malá ochranná vrstva), která zabraňuje oxidaci zinkové vrstvy (bílé rzi). Tloušťka vrstvy se obvykle udává v g/m². Nejčastěji se používá ocel Sendzimir Z 275 = 275 g/m² (váženo oboustranně), což odpovídá 18-20 µm (mikronům). Pozinkovaná ocel Sendzimir z moderních zinkovacích linek má zpravidla rovnoměrně lesklý vzhled. Dříve běžný květovaný povrch se dnes prakticky nevyskytuje. Tento efekt vzniká vlivem olova, ale nemá vliv na kvalitu povlaku. Vzhledem ke stále přísnější legislativě v oblasti životního prostředí bylo používání olova zakázáno. |
|||||||||||
|
|
12344 |
CT110-200-12-6PG |
PG
|
200
|
207.3
|
6
|
Standardní
|
|
|||

Montáž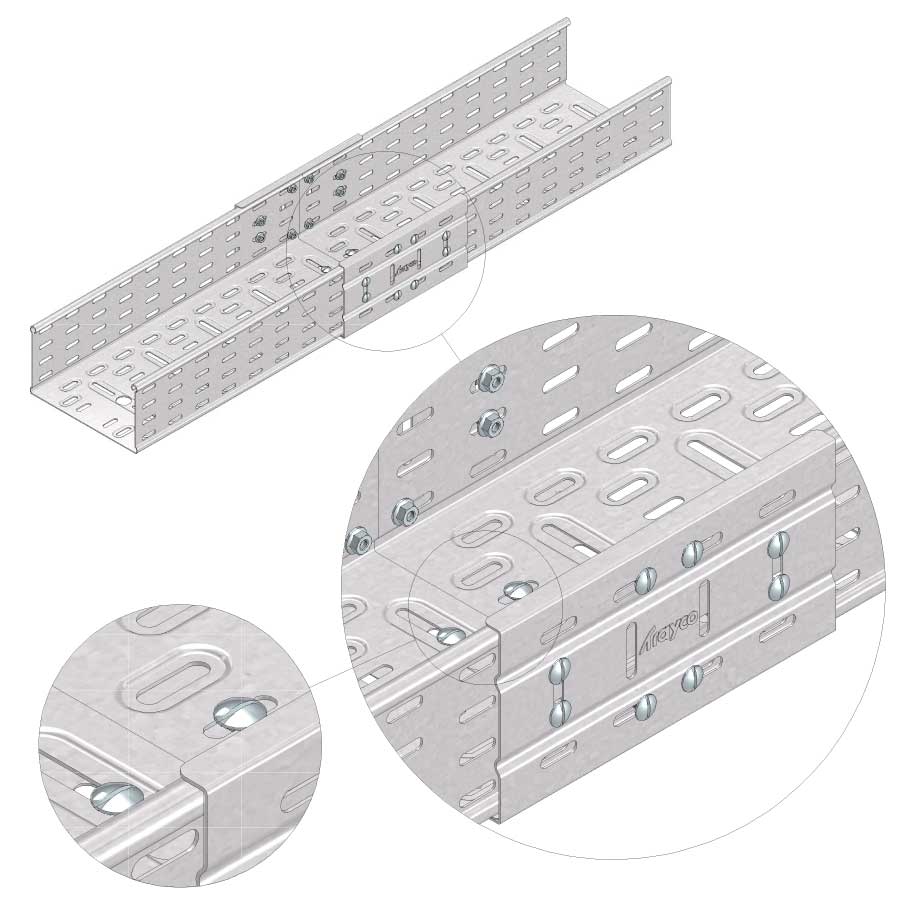
Pracovní zátěž
Graf zatížení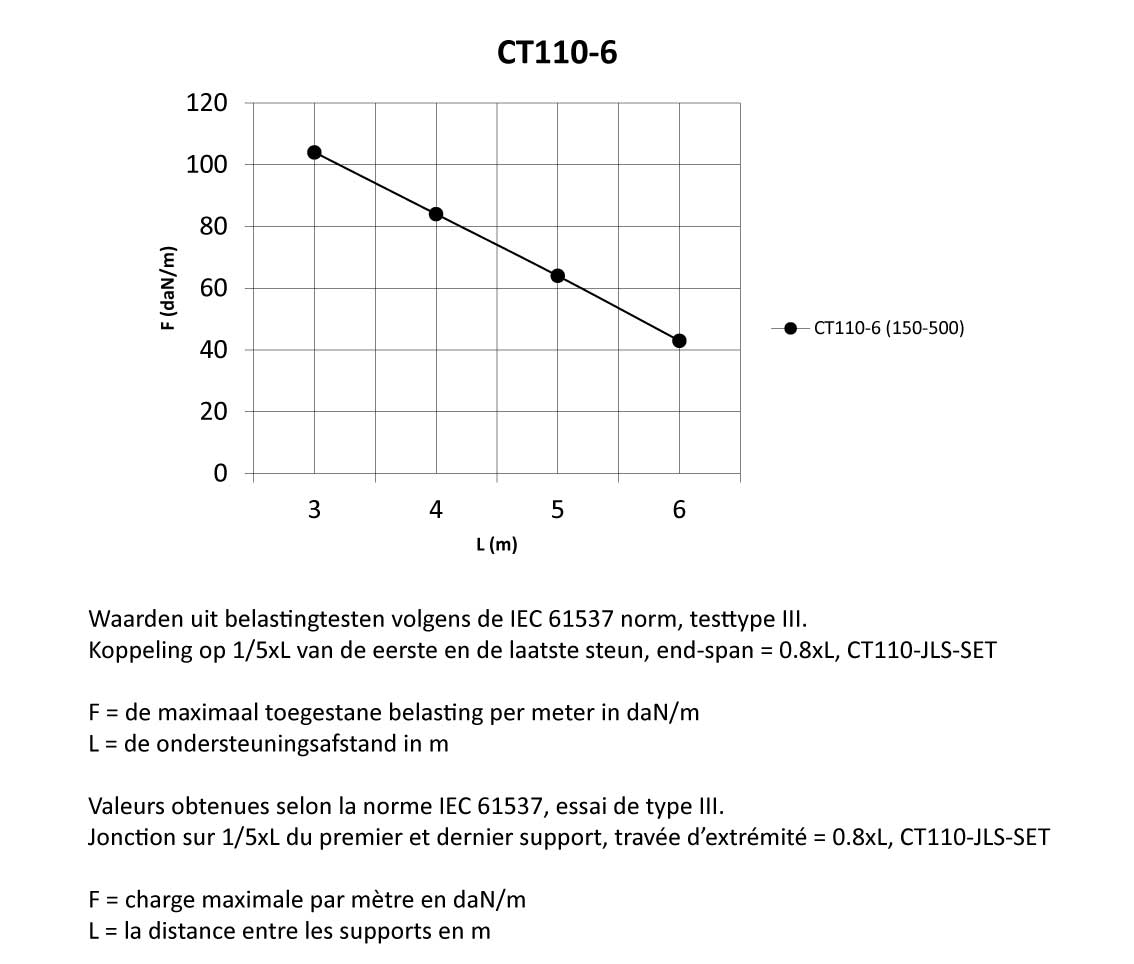
Další informace
Dokončení
Sendzimir pozinkovaný (EN 10143) PG (předpozinkovaný):
Výrobky z ocelového plechu a svitků žárově pozinkovaných Sendzimirem nebo průběžně se obvykle používají tam, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Charakteristickým znakem této oceli je, že je opatřena vrstvou zinku "před" mechanickou deformací pomocí procesu kontinuálního ponoření. Tuto zinkovou vrstvu lze snadno vytvořit a na řezných plochách do 1,5 mm dochází ke katodickému efektu, který zabraňuje oxidaci. Ocel se nejprve chemicky očistí a zdrsní, aby se dosáhlo dobré přilnavosti. Po procesu ponoření se přebytečný zinek odfoukne a získá se další pasivační vrstva (velmi malá ochranná vrstva), která zabraňuje oxidaci zinkové vrstvy (bílé rzi). Tloušťka vrstvy se obvykle udává v g/m². Nejčastěji se používá ocel Sendzimir Z 275 = 275 g/m² (váženo oboustranně), což odpovídá 18-20 µm (mikronům). Pozinkovaná ocel Sendzimir z moderních zinkovacích linek má zpravidla rovnoměrně lesklý vzhled. Dříve běžný květovaný povrch se dnes prakticky nevyskytuje. Tento efekt vzniká vlivem olova, ale nemá vliv na kvalitu povlaku. Vzhledem ke stále přísnější legislativě v oblasti životního prostředí bylo používání olova zakázáno. |
|||||||||||
|
|
12345 |
CT110-300-12-6PG |
PG
|
300
|
315.68
|
6
|
Standardní
|
|
|||

Montáž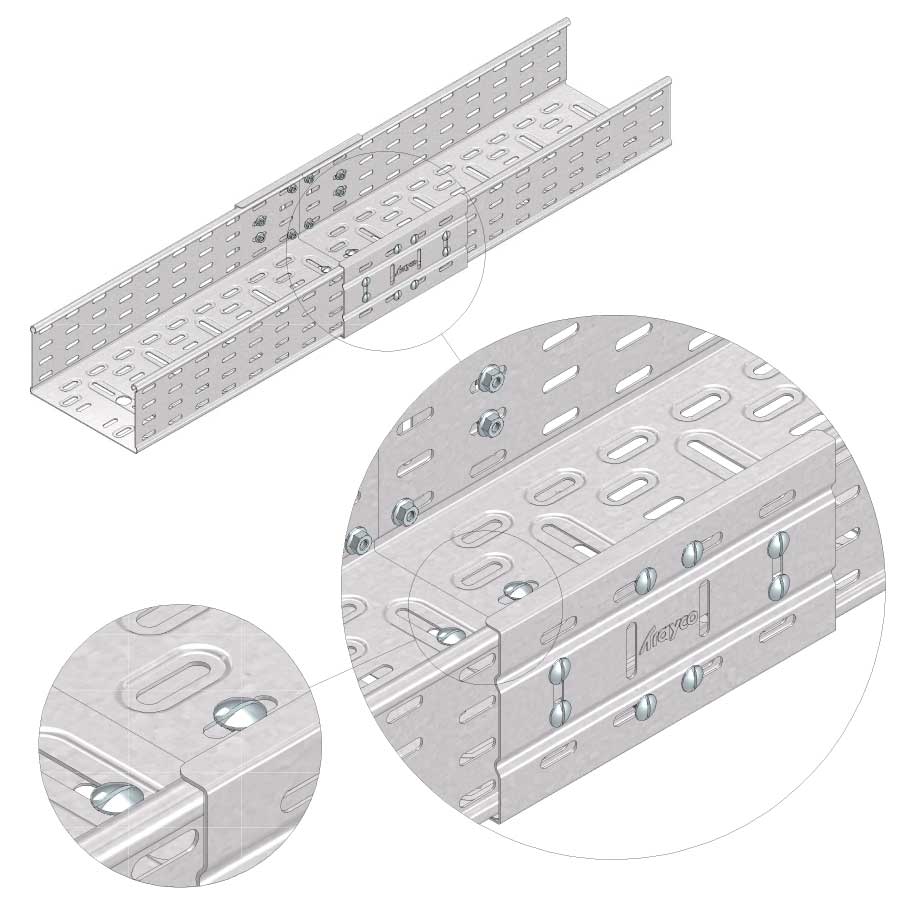
Pracovní zátěž
Graf zatížení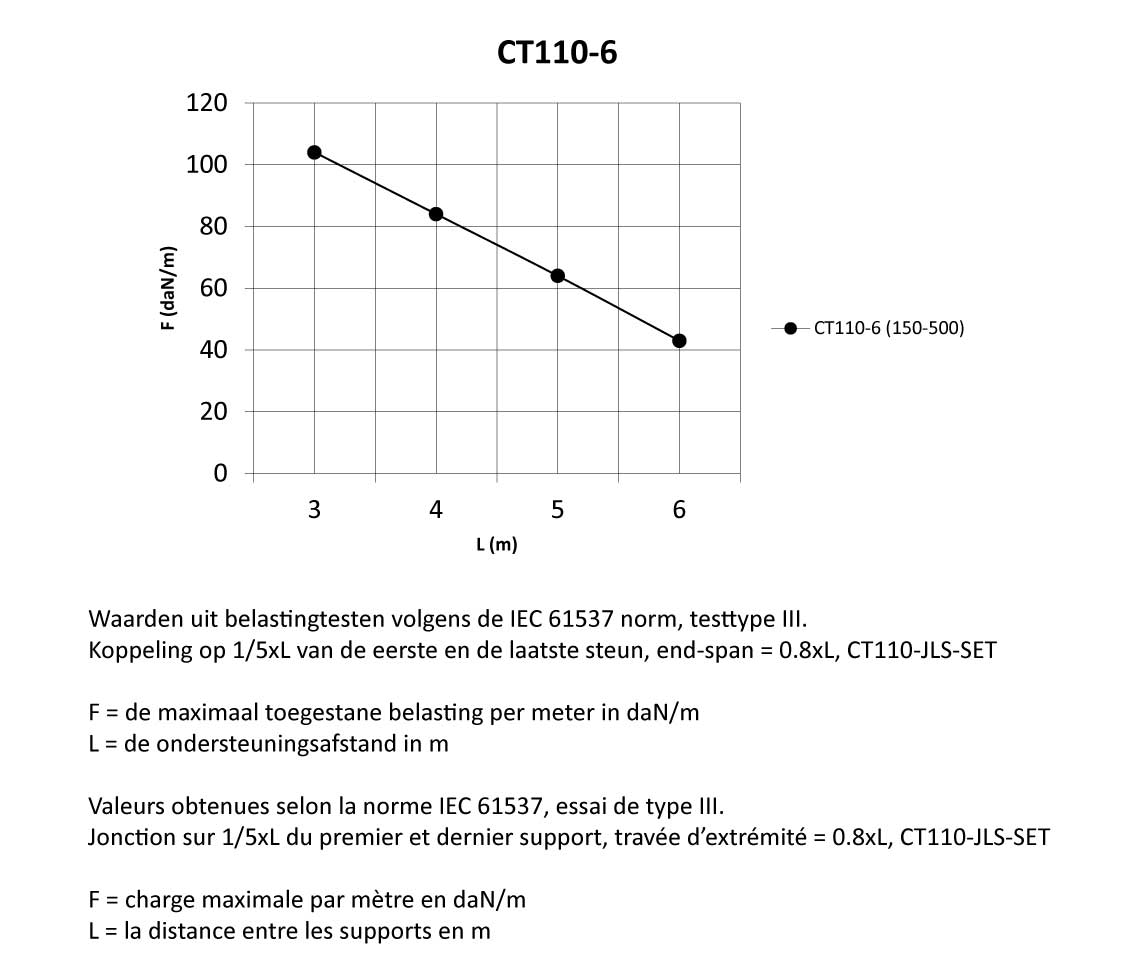
Další informace
Dokončení
Sendzimir pozinkovaný (EN 10143) PG (předpozinkovaný):
Výrobky z ocelového plechu a svitků žárově pozinkovaných Sendzimirem nebo průběžně se obvykle používají tam, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Charakteristickým znakem této oceli je, že je opatřena vrstvou zinku "před" mechanickou deformací pomocí procesu kontinuálního ponoření. Tuto zinkovou vrstvu lze snadno vytvořit a na řezných plochách do 1,5 mm dochází ke katodickému efektu, který zabraňuje oxidaci. Ocel se nejprve chemicky očistí a zdrsní, aby se dosáhlo dobré přilnavosti. Po procesu ponoření se přebytečný zinek odfoukne a získá se další pasivační vrstva (velmi malá ochranná vrstva), která zabraňuje oxidaci zinkové vrstvy (bílé rzi). Tloušťka vrstvy se obvykle udává v g/m². Nejčastěji se používá ocel Sendzimir Z 275 = 275 g/m² (váženo oboustranně), což odpovídá 18-20 µm (mikronům). Pozinkovaná ocel Sendzimir z moderních zinkovacích linek má zpravidla rovnoměrně lesklý vzhled. Dříve běžný květovaný povrch se dnes prakticky nevyskytuje. Tento efekt vzniká vlivem olova, ale nemá vliv na kvalitu povlaku. Vzhledem ke stále přísnější legislativě v oblasti životního prostředí bylo používání olova zakázáno. |
|||||||||||
|
|
12653 |
CT110-400-12-6PG |
PG
|
400
|
424.33
|
6
|
Standardní
|
|
|||

Montáž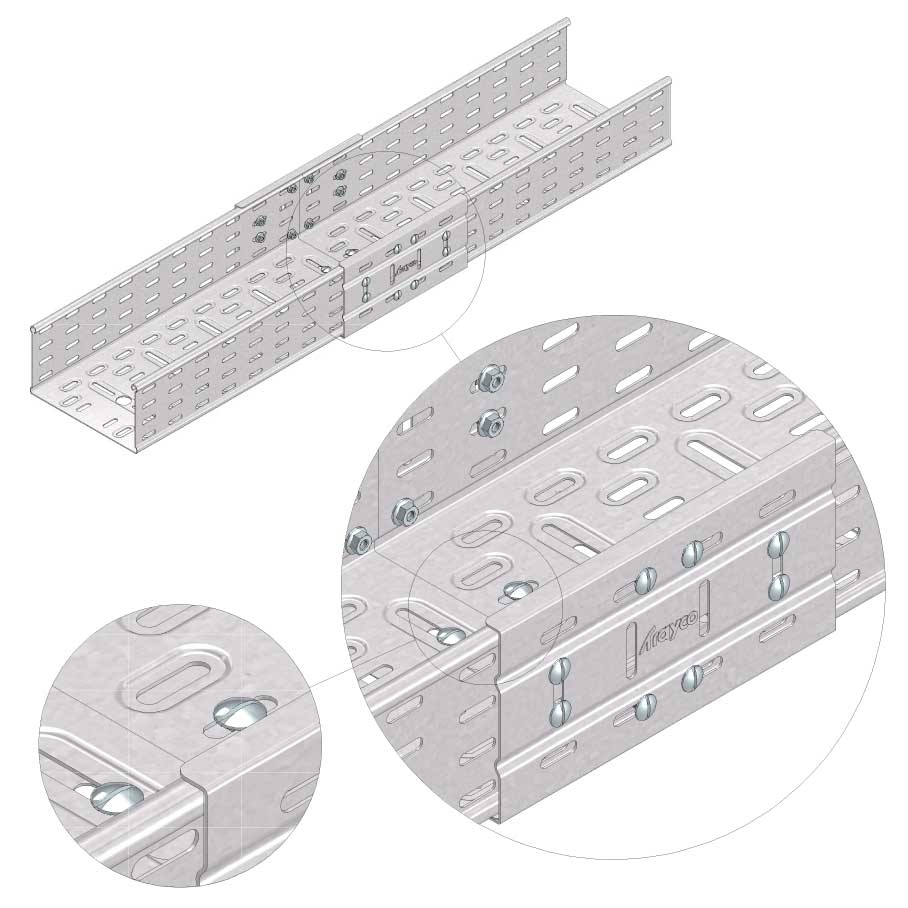
Pracovní zátěž
Graf zatížení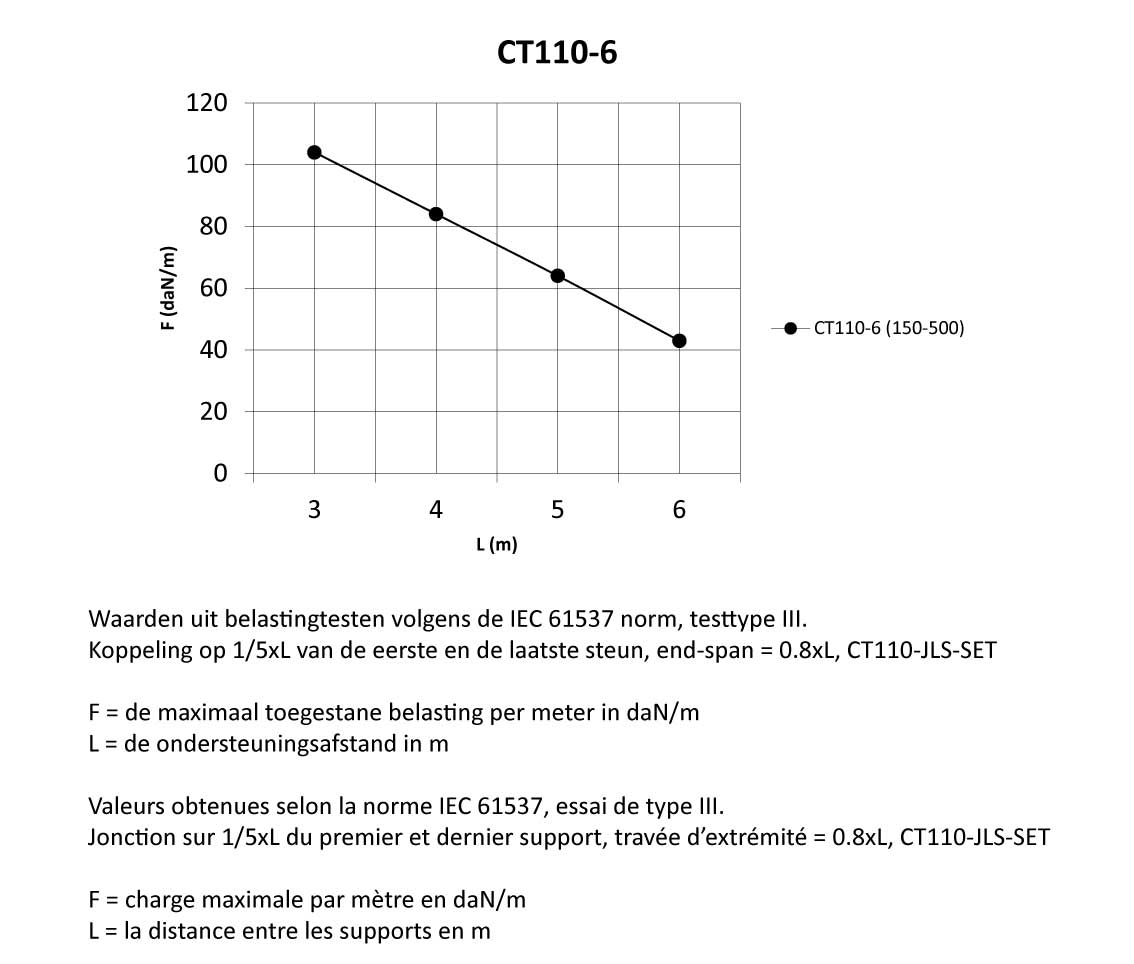
Další informace
Dokončení
Sendzimir pozinkovaný (EN 10143) PG (předpozinkovaný):
Výrobky z ocelového plechu a svitků žárově pozinkovaných Sendzimirem nebo průběžně se obvykle používají tam, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Charakteristickým znakem této oceli je, že je opatřena vrstvou zinku "před" mechanickou deformací pomocí procesu kontinuálního ponoření. Tuto zinkovou vrstvu lze snadno vytvořit a na řezných plochách do 1,5 mm dochází ke katodickému efektu, který zabraňuje oxidaci. Ocel se nejprve chemicky očistí a zdrsní, aby se dosáhlo dobré přilnavosti. Po procesu ponoření se přebytečný zinek odfoukne a získá se další pasivační vrstva (velmi malá ochranná vrstva), která zabraňuje oxidaci zinkové vrstvy (bílé rzi). Tloušťka vrstvy se obvykle udává v g/m². Nejčastěji se používá ocel Sendzimir Z 275 = 275 g/m² (váženo oboustranně), což odpovídá 18-20 µm (mikronům). Pozinkovaná ocel Sendzimir z moderních zinkovacích linek má zpravidla rovnoměrně lesklý vzhled. Dříve běžný květovaný povrch se dnes prakticky nevyskytuje. Tento efekt vzniká vlivem olova, ale nemá vliv na kvalitu povlaku. Vzhledem ke stále přísnější legislativě v oblasti životního prostředí bylo používání olova zakázáno. |
|||||||||||
|
|
12654 |
CT110-500-12-6PG |
PG
|
500
|
532.98
|
6
|
Standardní
|
|
|||

Montáž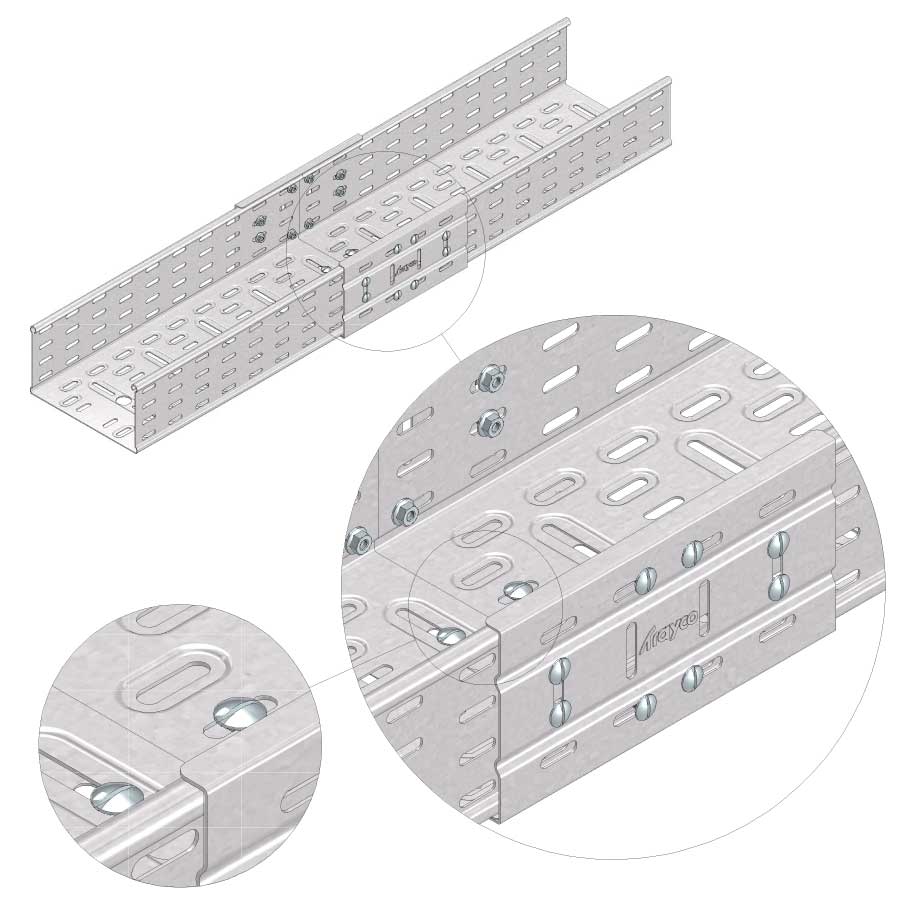
Pracovní zátěž
Graf zatížení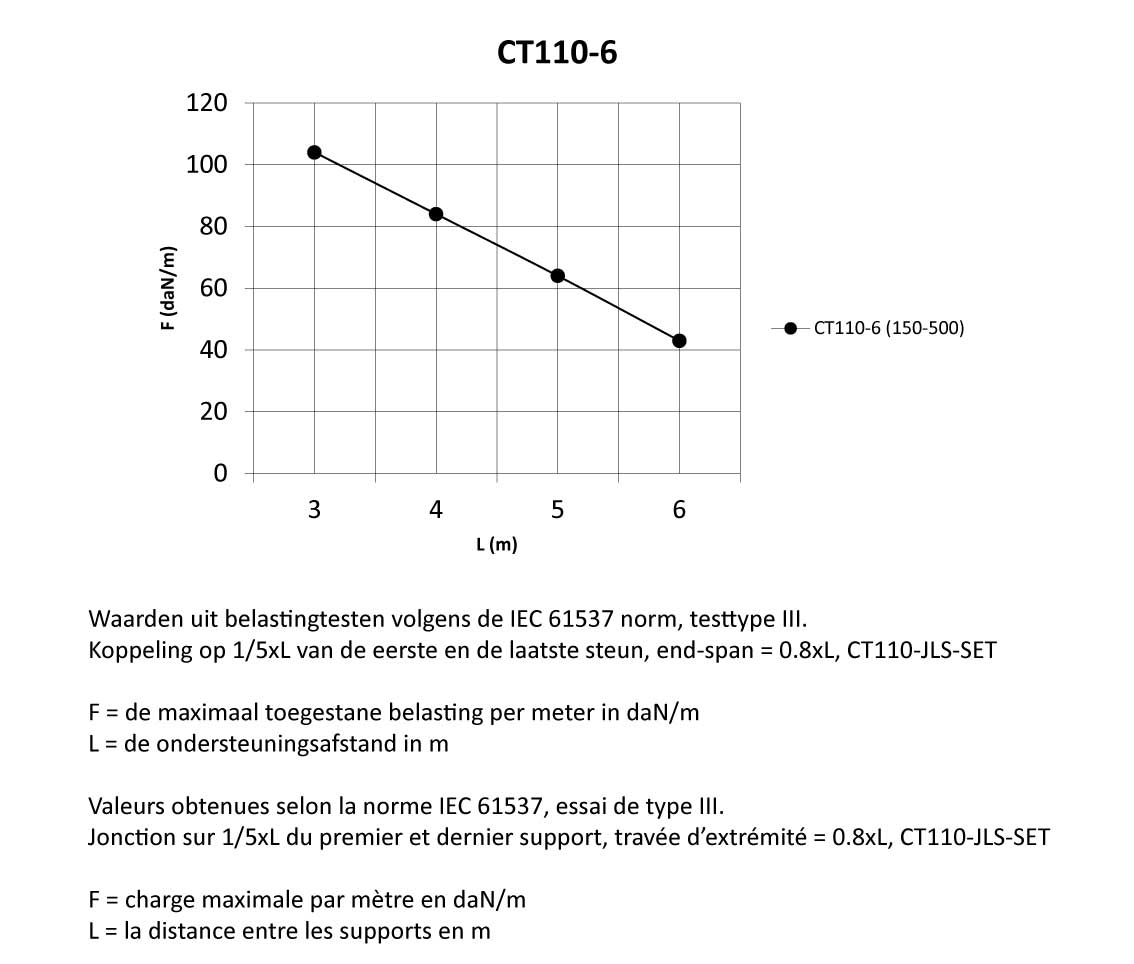
Další informace
Dokončení
Sendzimir pozinkovaný (EN 10143) PG (předpozinkovaný):
Výrobky z ocelového plechu a svitků žárově pozinkovaných Sendzimirem nebo průběžně se obvykle používají tam, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Charakteristickým znakem této oceli je, že je opatřena vrstvou zinku "před" mechanickou deformací pomocí procesu kontinuálního ponoření. Tuto zinkovou vrstvu lze snadno vytvořit a na řezných plochách do 1,5 mm dochází ke katodickému efektu, který zabraňuje oxidaci. Ocel se nejprve chemicky očistí a zdrsní, aby se dosáhlo dobré přilnavosti. Po procesu ponoření se přebytečný zinek odfoukne a získá se další pasivační vrstva (velmi malá ochranná vrstva), která zabraňuje oxidaci zinkové vrstvy (bílé rzi). Tloušťka vrstvy se obvykle udává v g/m². Nejčastěji se používá ocel Sendzimir Z 275 = 275 g/m² (váženo oboustranně), což odpovídá 18-20 µm (mikronům). Pozinkovaná ocel Sendzimir z moderních zinkovacích linek má zpravidla rovnoměrně lesklý vzhled. Dříve běžný květovaný povrch se dnes prakticky nevyskytuje. Tento efekt vzniká vlivem olova, ale nemá vliv na kvalitu povlaku. Vzhledem ke stále přísnější legislativě v oblasti životního prostředí bylo používání olova zakázáno. |
|||||||||||
|
|
13032 |
CT110-150-10-6DG |
DG
|
150
|
152.7
|
6
|
|
|
|||

Montáž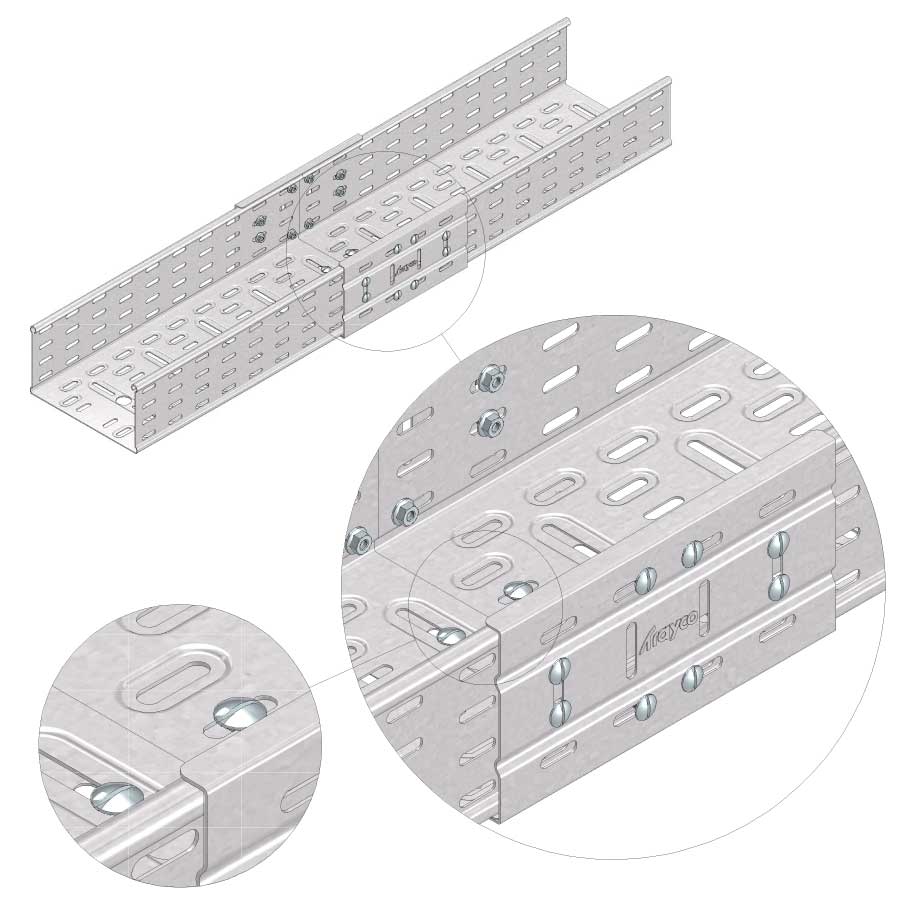
Pracovní zátěž
Graf zatížení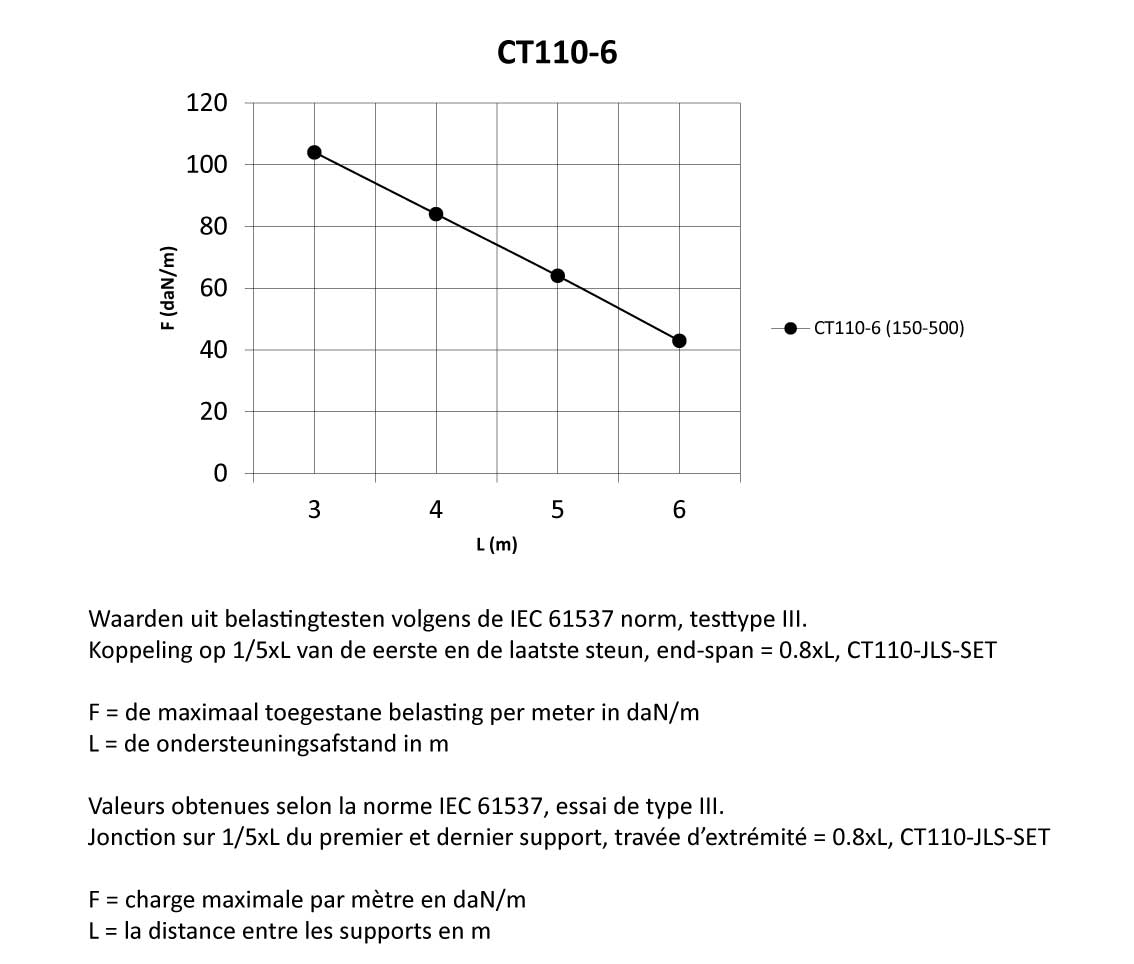
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
12655 |
CT110-200-12-6DG |
DG
|
200
|
207.3
|
6
|
|
|
|||

Montáž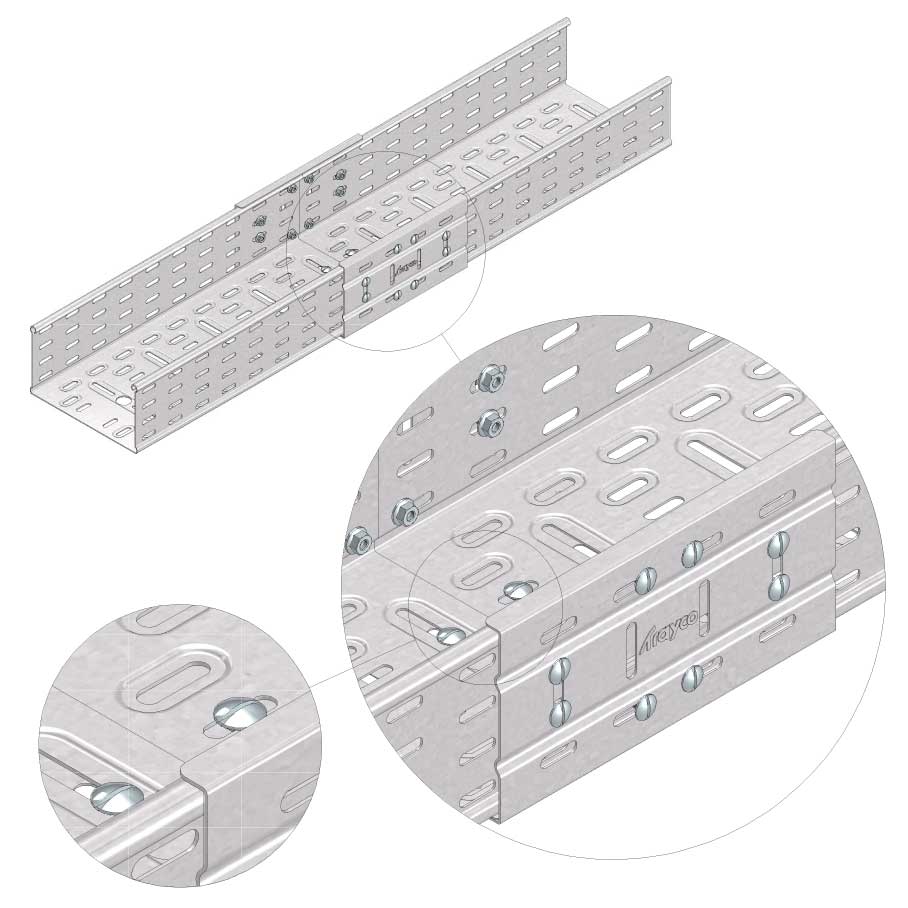
Pracovní zátěž
Graf zatížení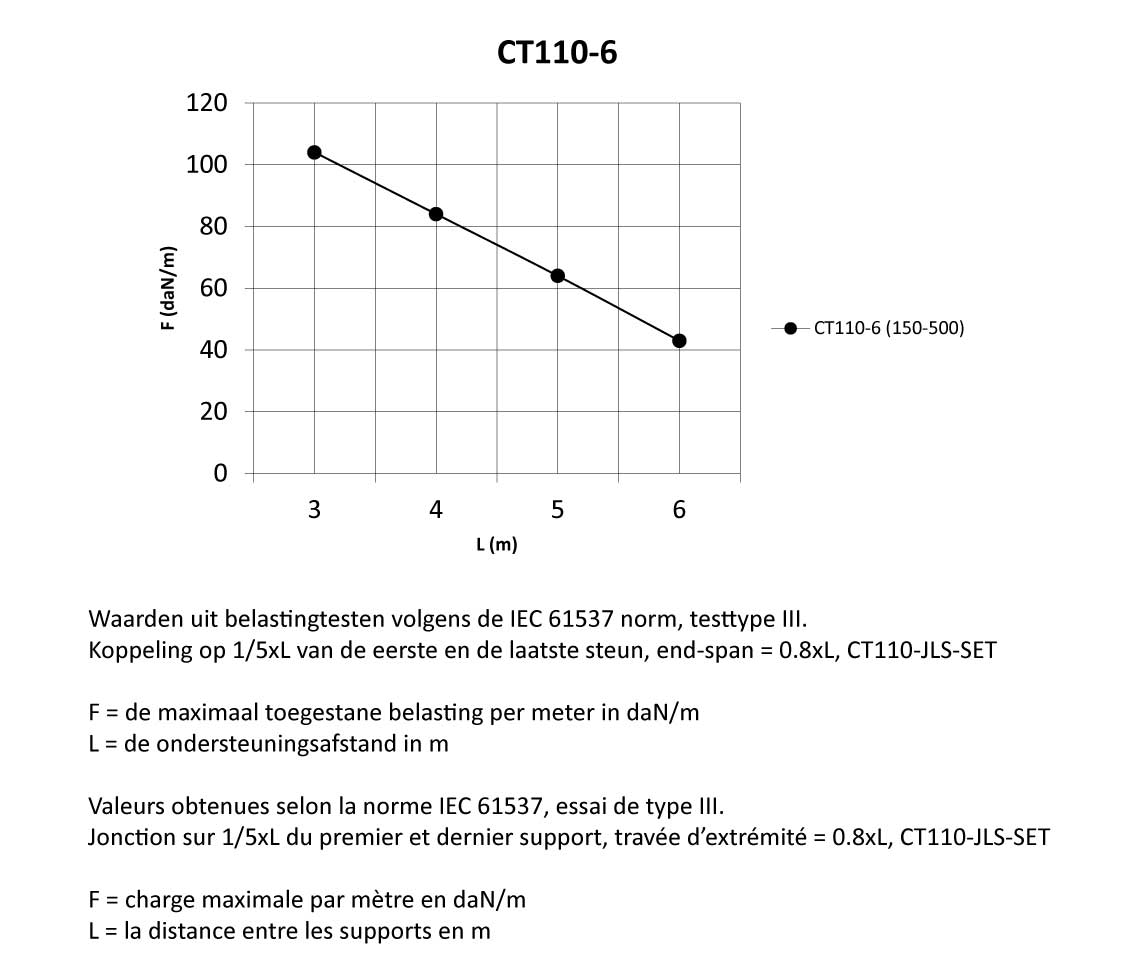
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
12656 |
CT110-300-12-6DG |
DG
|
300
|
315.68
|
6
|
|
|
|||

Montáž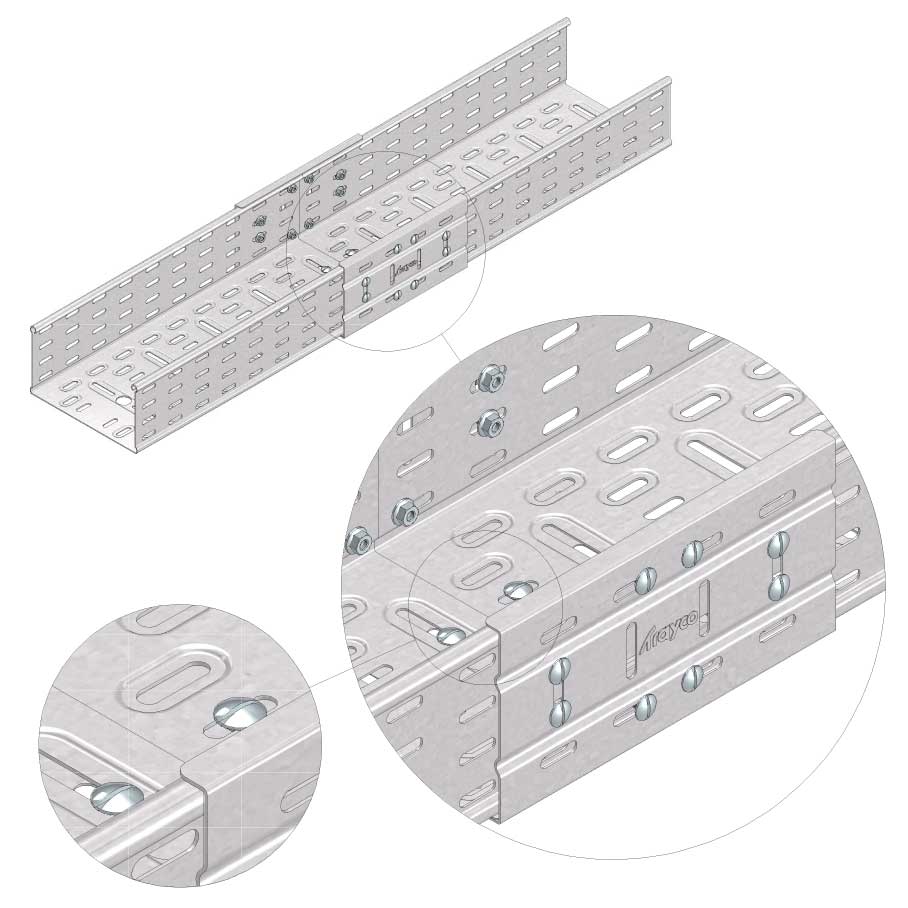
Pracovní zátěž
Graf zatížení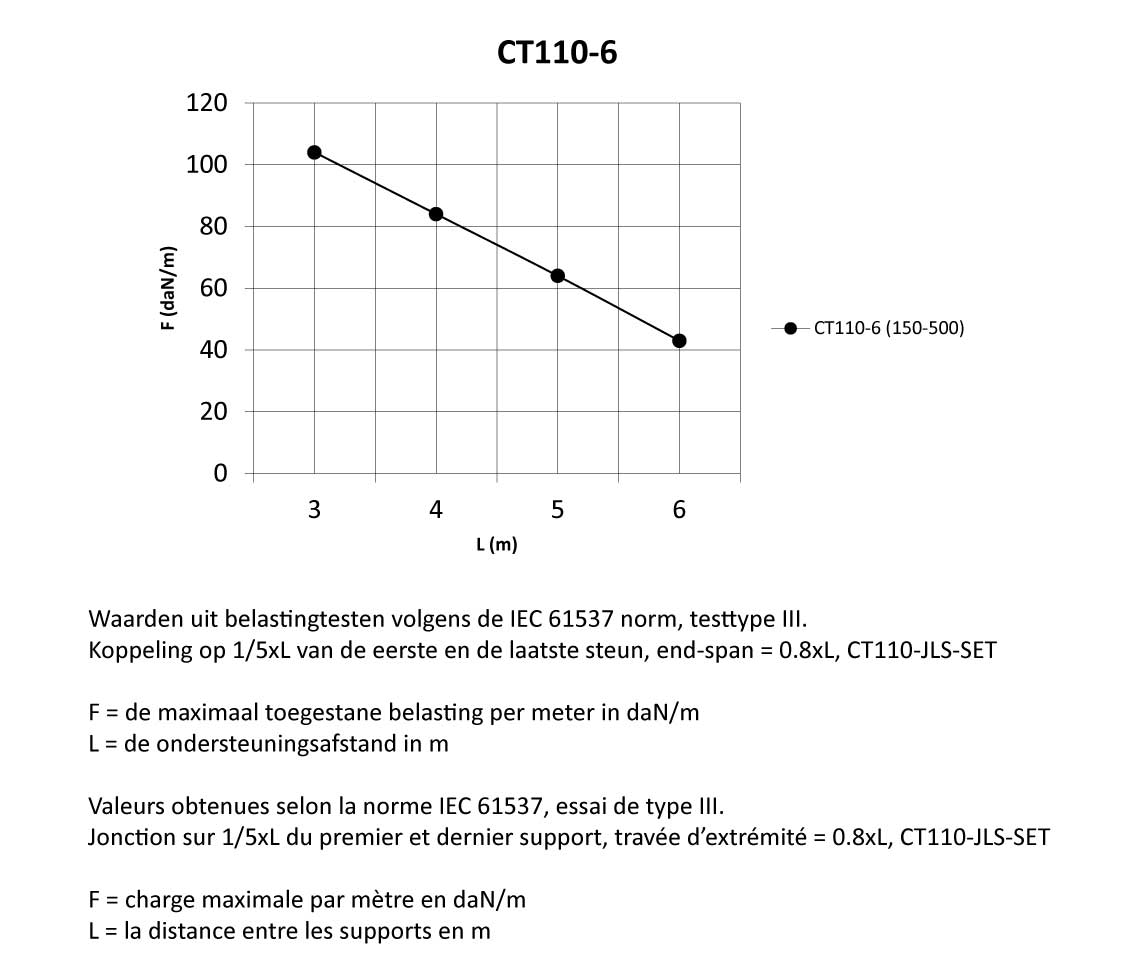
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
12657 |
CT110-400-12-6DG |
DG
|
400
|
424.33
|
6
|
|
|
|||

Montáž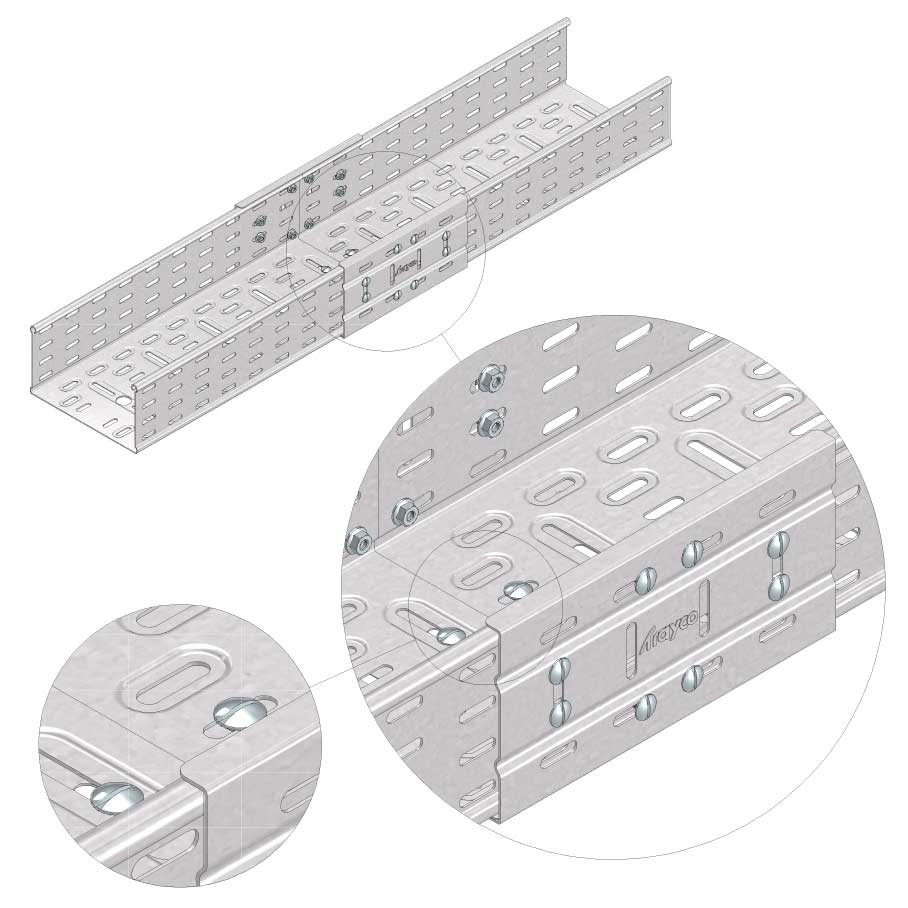
Pracovní zátěž
Graf zatížení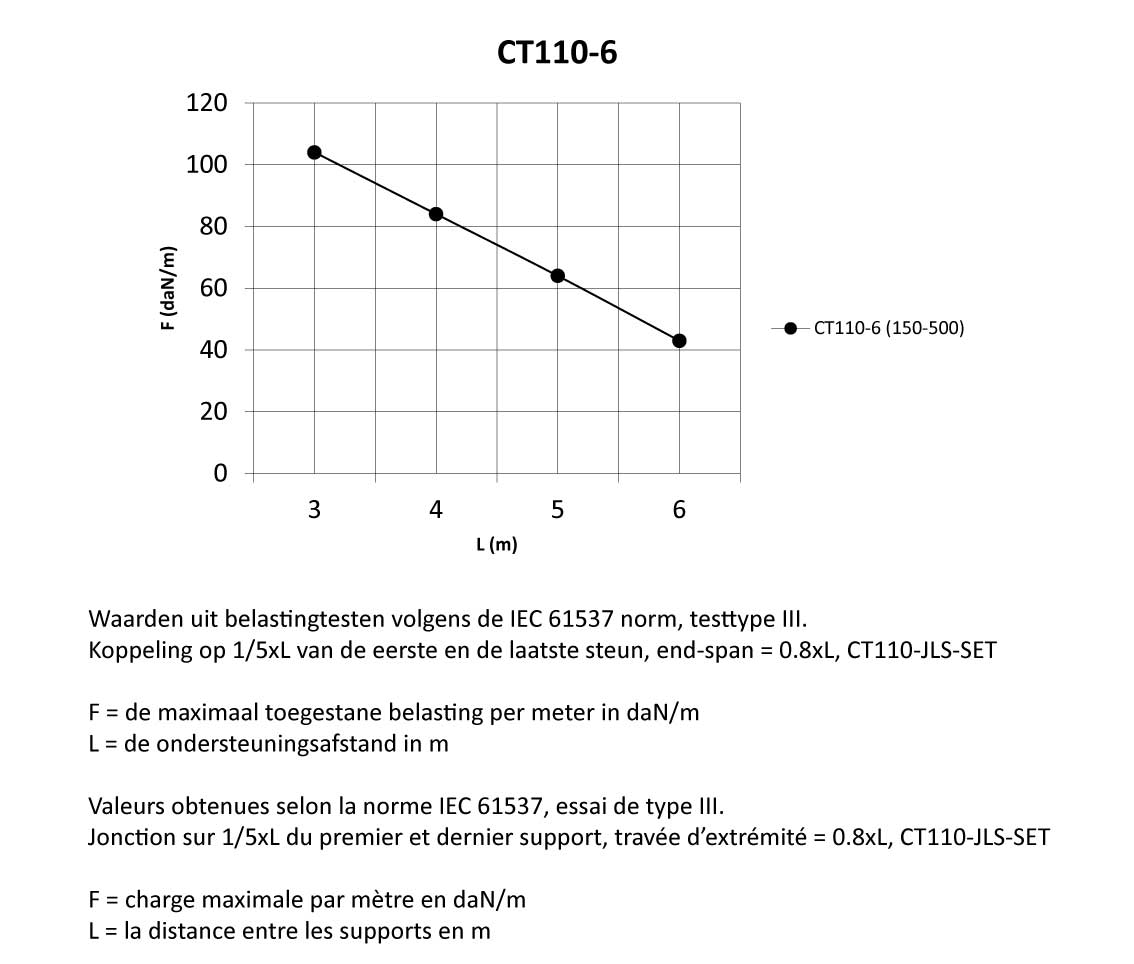
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
12658 |
CT110-500-12-6DG |
DG
|
500
|
532.98
|
6
|
|
|
|||

Montáž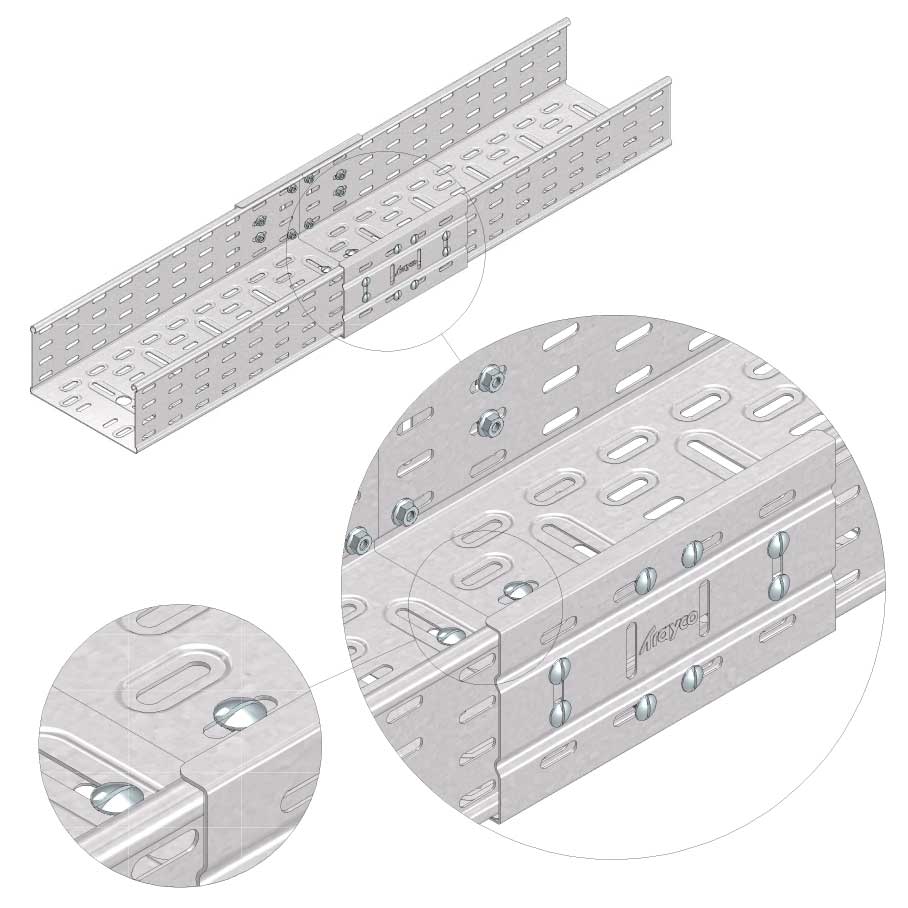
Pracovní zátěž
Graf zatížení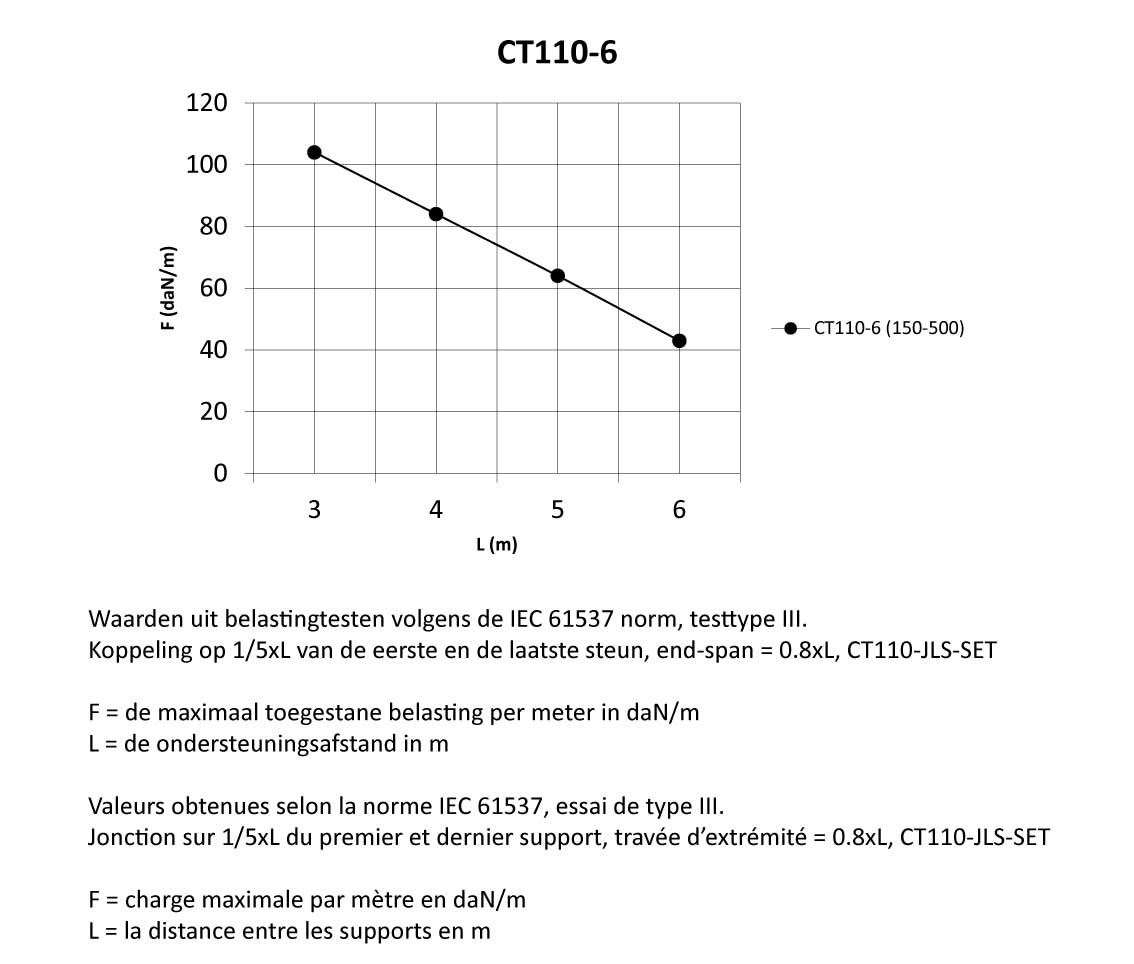
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
Pár s CT110-JLS__ + BN06-10
Lakované provedení je k dispozici na vyžádání. Požadovanou barvu RAL určete v objednávce.
Montáž
Diagram zatížení
Kombinujte s (40 articles)























Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky