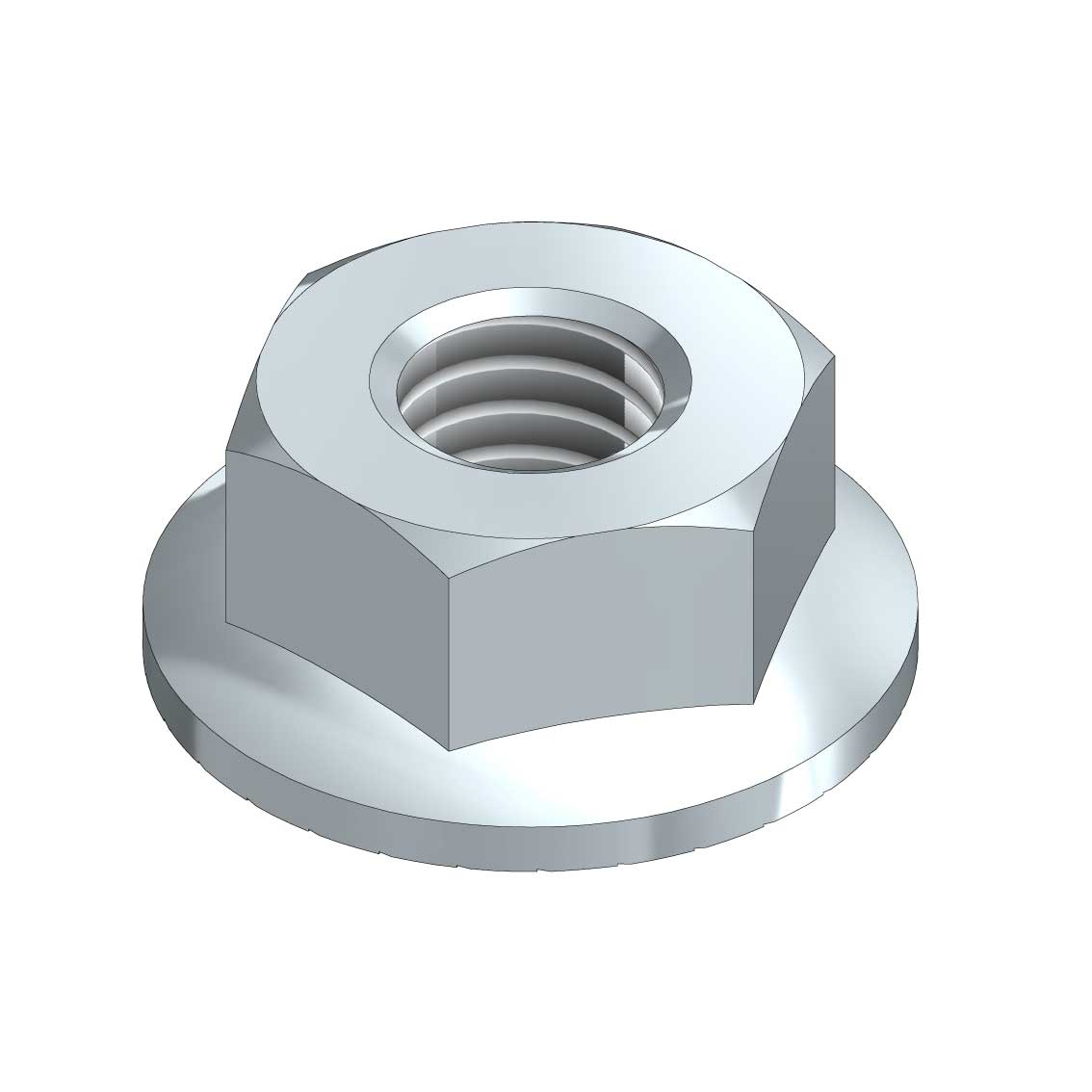
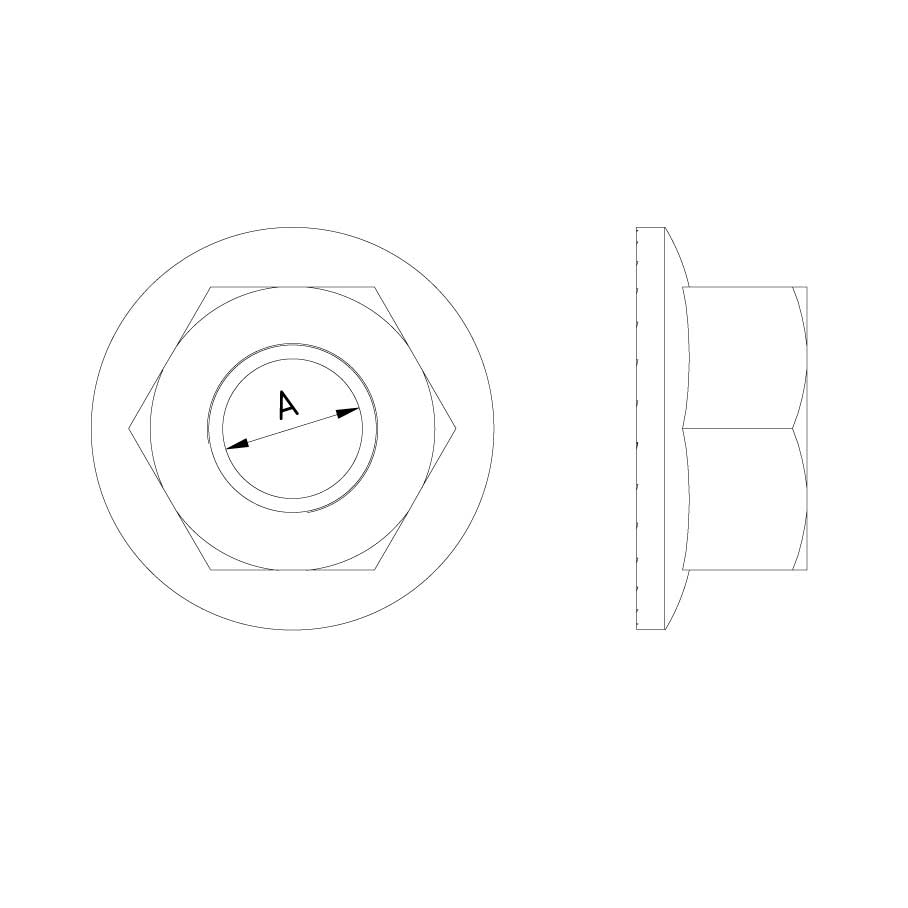
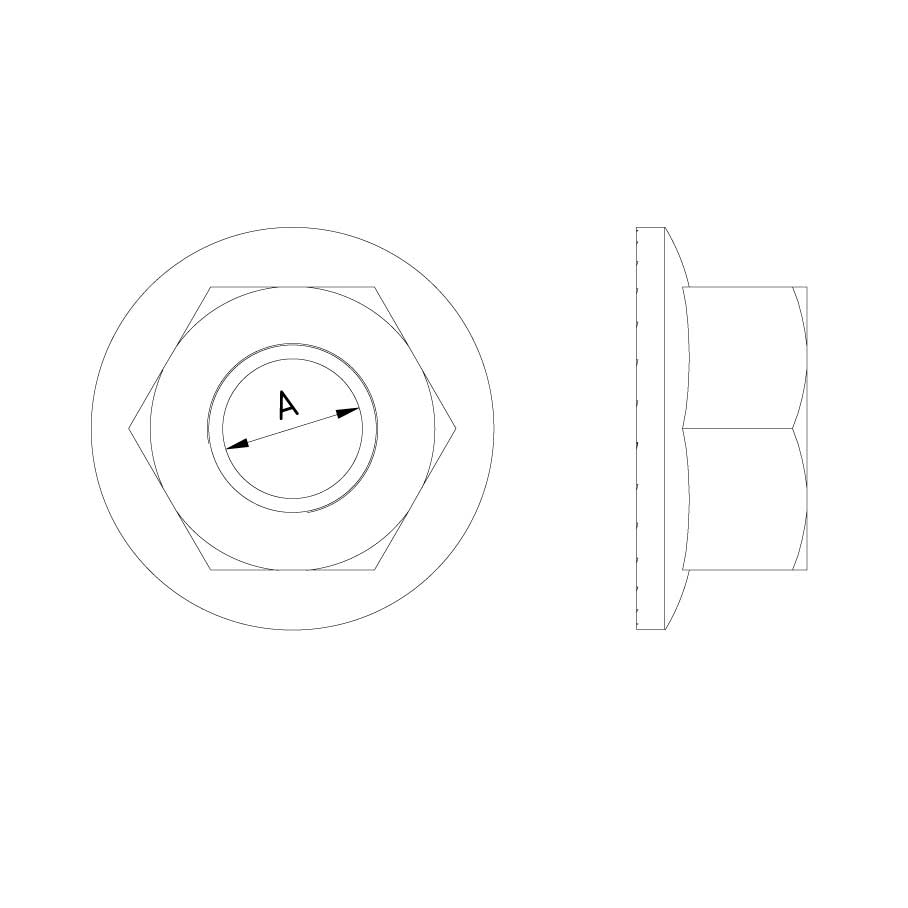
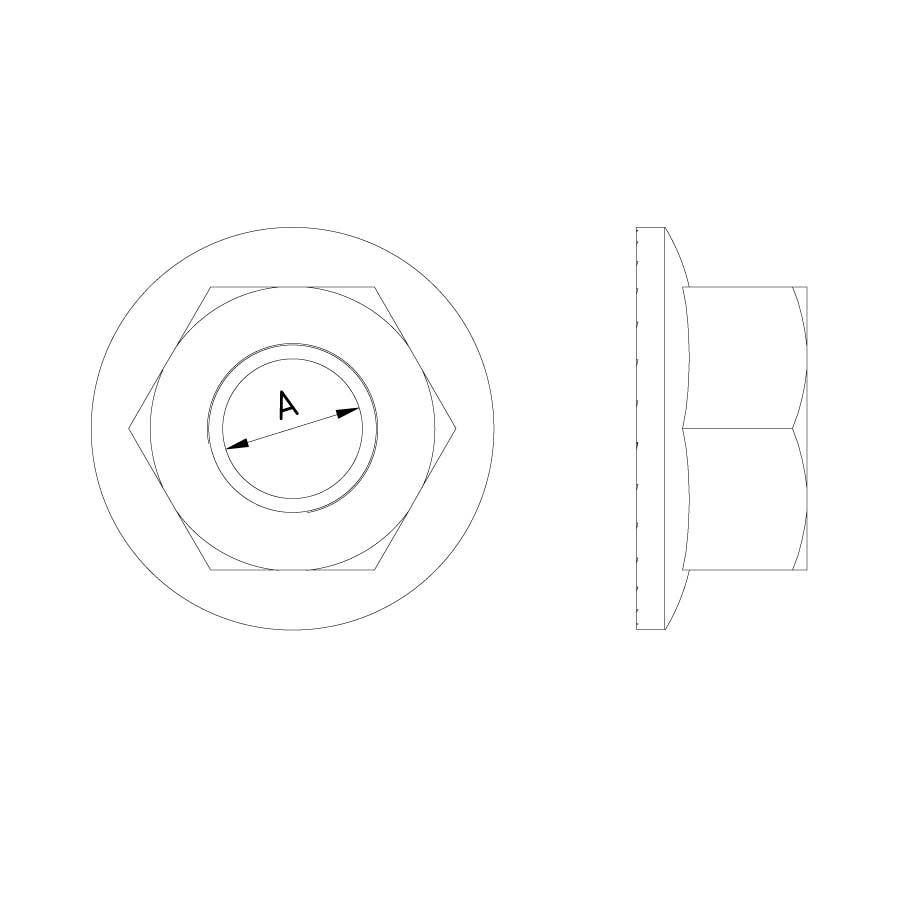
Přírubová matice DIN6923
FN
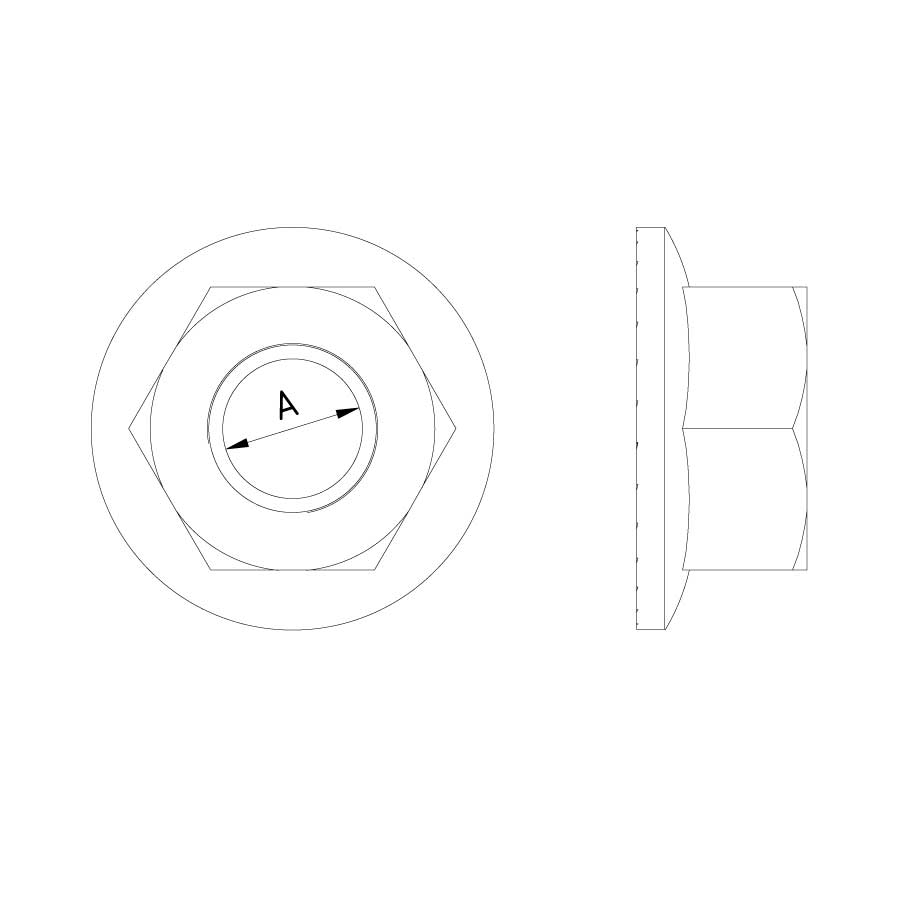

Přírubová matice DIN6923
FN
| SKU | Kód artiklu | Provedení | Rozměr A | Balení | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
10223 |
FN06-EG |
EG
|
M6
|
200
|
Standardní
|
|
||||
Pracovní zatížení
Doplňující informace
Povrchová úprava
Elektrolyticky pozinkováno (EN ISO 2081) EG (electro galvanised)
Elektrolyticky pozinkované produkty se obvykle používají na místech, kde je možná omezená chemická kontaminace, jako jsou například kanceláře, průmyslové budovy, kryté parkoviště apod. Elektrolytické pozinkování se liší od tepelného pozinkování tím, že vrstva zinku je zde vytvářena elektrolýzou. Zde nedochází k tepelnému působení na ocel, takže nevznikají žádné slitinové vrstvy. Také tloušťky vrstev 6-8µm (mikronů) jsou omezenější ve srovnání s tepelným pozinkováním. Před samotným pozinkováním prochází ocel řadou předúpravných kroků k zajištění optimální přilnavosti (odmašťovací kroky, moření, kyselinová lázeň, oplachování…). Po samotném pozinkování získá vrstva zinku pasivační a bichromatovou vrstvu, po níž následuje oplach demineralizovanou vodou. Výhody elektrolytického pozinkování jsou mimo jiné: žádné tepelné deformace – ideální pro montážní díly, krásná rovnoměrná a hladká povrchová úprava s vysokým leskem, dobrá elektrická vodivost, žádné výtokové stopy ani zinkové hroty. |
|||||||||||
|
|
18086 |
FN08-EG |
EG
|
M8
|
200
|
Standardní
|
|
||||

Pracovní zatížení
Doplňující informace
Povrchová úprava
Elektrolyticky pozinkováno (EN ISO 2081) EG (electro galvanised)
Elektrolyticky pozinkované produkty se obvykle používají na místech, kde je možná omezená chemická kontaminace, jako jsou například kanceláře, průmyslové budovy, kryté parkoviště apod. Elektrolytické pozinkování se liší od tepelného pozinkování tím, že vrstva zinku je zde vytvářena elektrolýzou. Zde nedochází k tepelnému působení na ocel, takže nevznikají žádné slitinové vrstvy. Také tloušťky vrstev 6-8µm (mikronů) jsou omezenější ve srovnání s tepelným pozinkováním. Před samotným pozinkováním prochází ocel řadou předúpravných kroků k zajištění optimální přilnavosti (odmašťovací kroky, moření, kyselinová lázeň, oplachování…). Po samotném pozinkování získá vrstva zinku pasivační a bichromatovou vrstvu, po níž následuje oplach demineralizovanou vodou. Výhody elektrolytického pozinkování jsou mimo jiné: žádné tepelné deformace – ideální pro montážní díly, krásná rovnoměrná a hladká povrchová úprava s vysokým leskem, dobrá elektrická vodivost, žádné výtokové stopy ani zinkové hroty. |
|||||||||||
|
|
10516 |
FN06-DG |
DG
|
M6
|
200
|
Standardní
|
|
||||


Pracovní zatížení
Doplňující informace
Povrchová úprava
Žárové zinkování (EN ISO 1461) DG (dipped-galvanised):
Pokud jsou systémy vedení kabelů vystaveny povětrnostním podmínkám a/nebo agresivním látkám (jako jsou petrochemické aplikace), jsou podrobeny dodatečné úpravě v podobě žárového zinkování. Žárové zinkování se také nazývá kusové zinkování, celoplošné zinkování, ohnivé zinkování nebo hot-dip galvanizace. Žárové zinkování je materiálový proces, jehož cílem je ochrana oceli proti korozi. Pokud je tato vrstva porušena, zinek působí jako obětní anoda, čímž chrání železo prostřednictvím zinku (také známo jako katodická ochrana). Při zinkování se tvoří tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je předúprava oceli zásadní; zahrnuje následující procesní kroky: odmašťování, oplachování, moření, oplachování, fluxování, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době ponoření v zinkovací lázni. Norma zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako roční úbytek zinku, který závisí na okolních podmínkách. Zinková vrstva navíc tvoří vynikající podkladovou vrstvu pro další povrchové úpravy, jako je pokrytí práškovou barvou a nátěrovými vrstvami (lépe známo jako duplexní systém). Další výhodou žárového zinkování je, že na hranách a rozích, kde jsou předměty obecně zvláště náchylné ke korozi, je zinková vrstva silnější díky chování kapaliny. Minimální tloušťky zinkové vrstvy podle ISO 1461: - Metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměrná) 70µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 1,5 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm - Metodou bubnu (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 3 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm |
|||||||||||
|
|
18087 |
FN08-DG |
DG
|
M8
|
200
|
Standardní
|
|
||||

Pracovní zatížení
Doplňující informace
Povrchová úprava
Žárové zinkování (EN ISO 1461) DG (dipped-galvanised):
Pokud jsou systémy vedení kabelů vystaveny povětrnostním podmínkám a/nebo agresivním látkám (jako jsou petrochemické aplikace), jsou podrobeny dodatečné úpravě v podobě žárového zinkování. Žárové zinkování se také nazývá kusové zinkování, celoplošné zinkování, ohnivé zinkování nebo hot-dip galvanizace. Žárové zinkování je materiálový proces, jehož cílem je ochrana oceli proti korozi. Pokud je tato vrstva porušena, zinek působí jako obětní anoda, čímž chrání železo prostřednictvím zinku (také známo jako katodická ochrana). Při zinkování se tvoří tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je předúprava oceli zásadní; zahrnuje následující procesní kroky: odmašťování, oplachování, moření, oplachování, fluxování, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době ponoření v zinkovací lázni. Norma zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako roční úbytek zinku, který závisí na okolních podmínkách. Zinková vrstva navíc tvoří vynikající podkladovou vrstvu pro další povrchové úpravy, jako je pokrytí práškovou barvou a nátěrovými vrstvami (lépe známo jako duplexní systém). Další výhodou žárového zinkování je, že na hranách a rozích, kde jsou předměty obecně zvláště náchylné ke korozi, je zinková vrstva silnější díky chování kapaliny. Minimální tloušťky zinkové vrstvy podle ISO 1461: - Metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměrná) 70µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 1,5 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm - Metodou bubnu (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 3 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm |
|||||||||||
|
|
19384 |
FN10-DG |
DG
|
M10
|
200
|
Standardní
|
|
||||
Pracovní zatížení
Doplňující informace
Povrchová úprava
Žárové zinkování (EN ISO 1461) DG (dipped-galvanised):
Pokud jsou systémy vedení kabelů vystaveny povětrnostním podmínkám a/nebo agresivním látkám (jako jsou petrochemické aplikace), jsou podrobeny dodatečné úpravě v podobě žárového zinkování. Žárové zinkování se také nazývá kusové zinkování, celoplošné zinkování, ohnivé zinkování nebo hot-dip galvanizace. Žárové zinkování je materiálový proces, jehož cílem je ochrana oceli proti korozi. Pokud je tato vrstva porušena, zinek působí jako obětní anoda, čímž chrání železo prostřednictvím zinku (také známo jako katodická ochrana). Při zinkování se tvoří tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je předúprava oceli zásadní; zahrnuje následující procesní kroky: odmašťování, oplachování, moření, oplachování, fluxování, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době ponoření v zinkovací lázni. Norma zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako roční úbytek zinku, který závisí na okolních podmínkách. Zinková vrstva navíc tvoří vynikající podkladovou vrstvu pro další povrchové úpravy, jako je pokrytí práškovou barvou a nátěrovými vrstvami (lépe známo jako duplexní systém). Další výhodou žárového zinkování je, že na hranách a rozích, kde jsou předměty obecně zvláště náchylné ke korozi, je zinková vrstva silnější díky chování kapaliny. Minimální tloušťky zinkové vrstvy podle ISO 1461: - Metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměrná) 70µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 1,5 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm - Metodou bubnu (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 3 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm |
|||||||||||
Kombinujte s (1 položka)

Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky