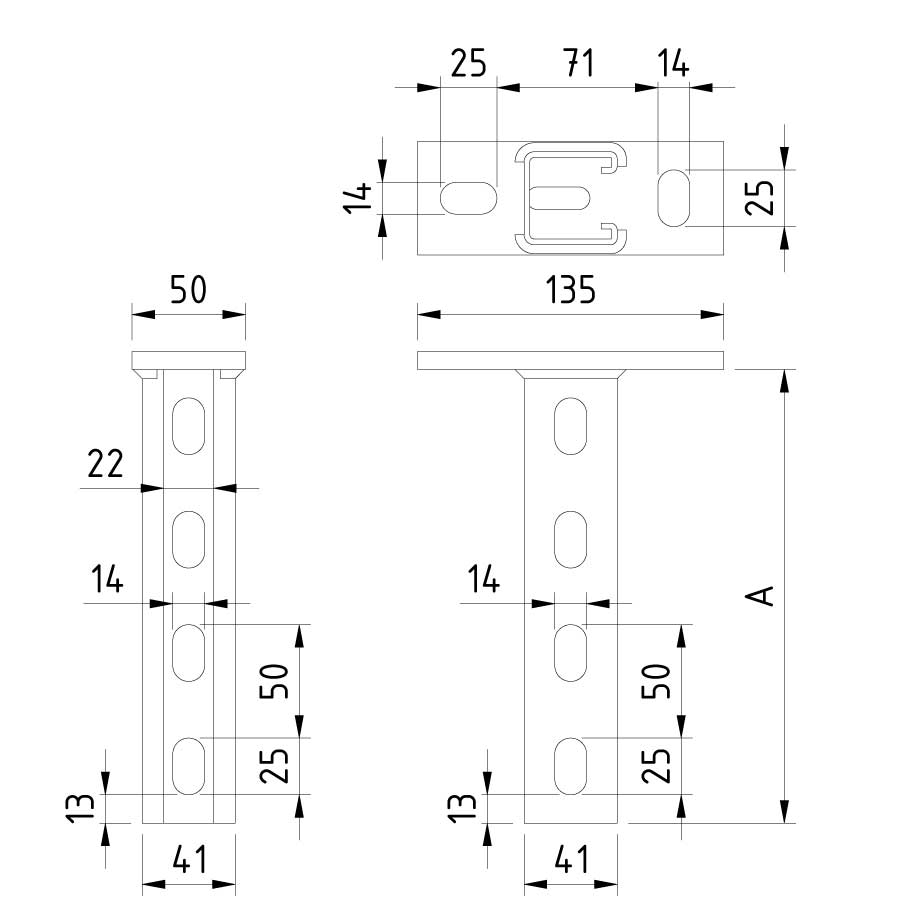
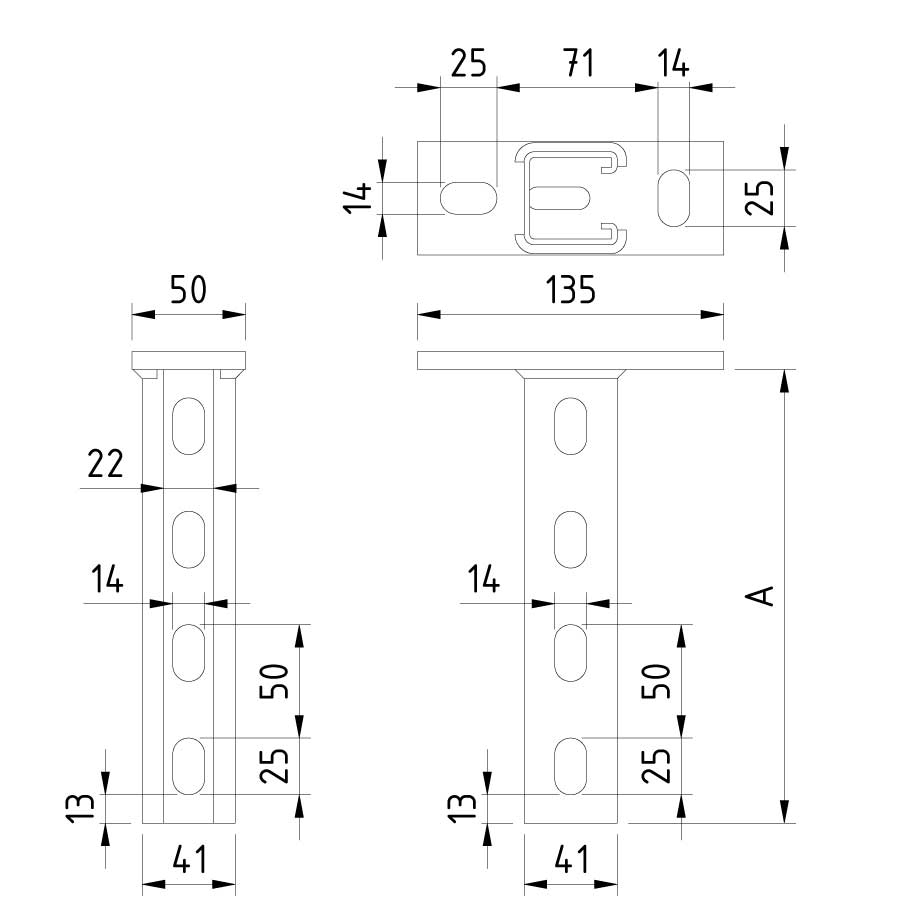
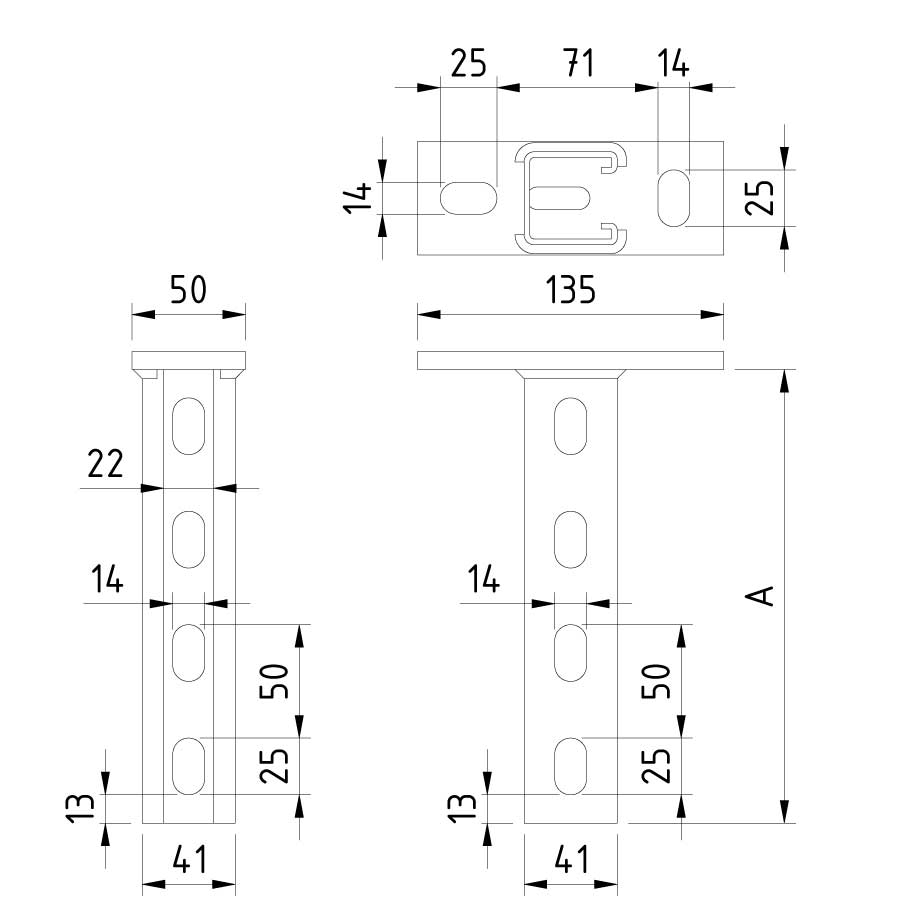
Závěsná podpora středně těžká
P41-3W

Závěsná podpora středně těžká
P41-3W
Pokud je držák namontován na boku profilu (situace 1 nebo 2 v příkladu montáže), je maximální povolený krouticí moment na hlavové desce 400 Nm.
Lakované provedení je k dispozici na vyžádání. Požadovanou barvu RAL určete v objednávce.
| SKU | Kód článku | Provádění | Velikost A | F (kN) | M (Nm) | Balení | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
18882 |
P41-3W-0300-DG |
DG
|
300
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18883 |
P41-3W-0400-DG |
DG
|
400
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž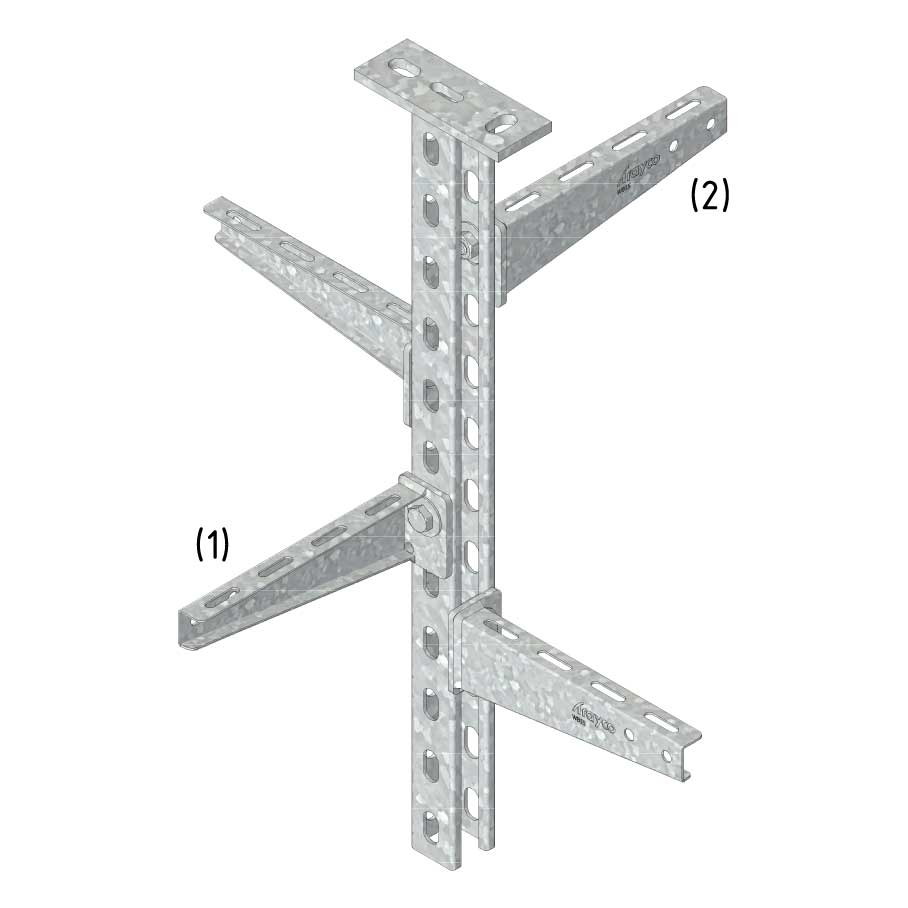
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18884 |
P41-3W-0500-DG |
DG
|
500
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18885 |
P41-3W-0600-DG |
DG
|
600
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18886 |
P41-3W-0800-DG |
DG
|
800
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž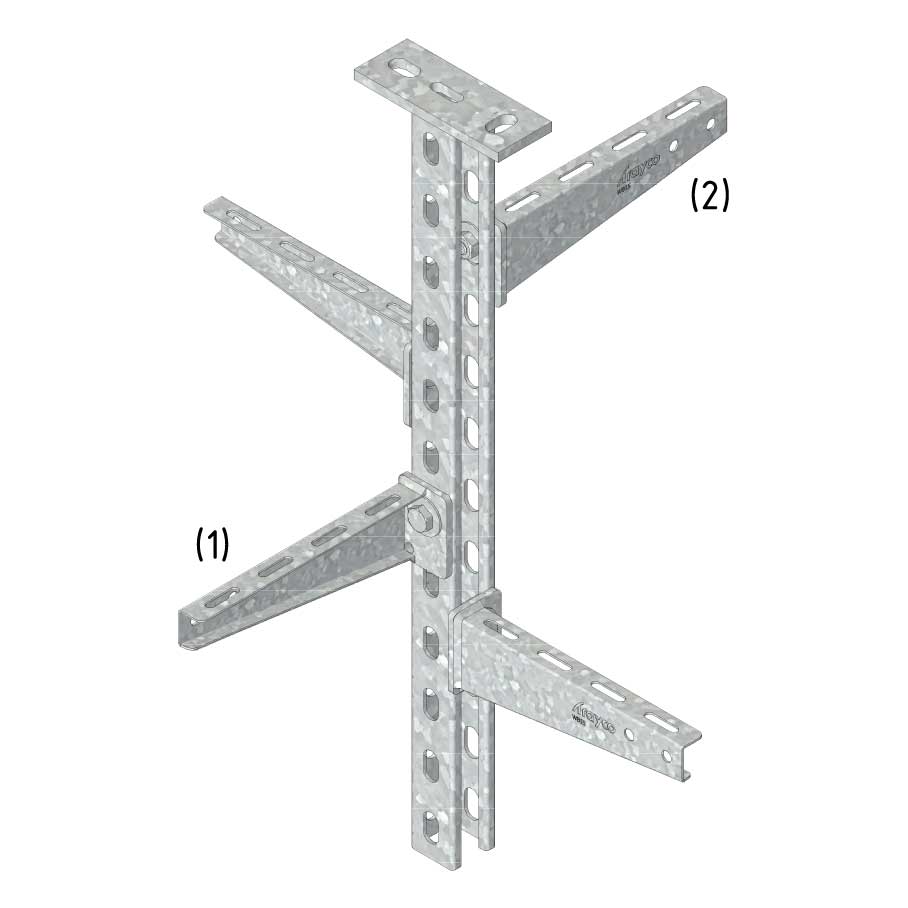
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18887 |
P41-3W-1000-DG |
DG
|
1000
|
8
|
720
|
1
|
Standardní
|
|
||

Montáž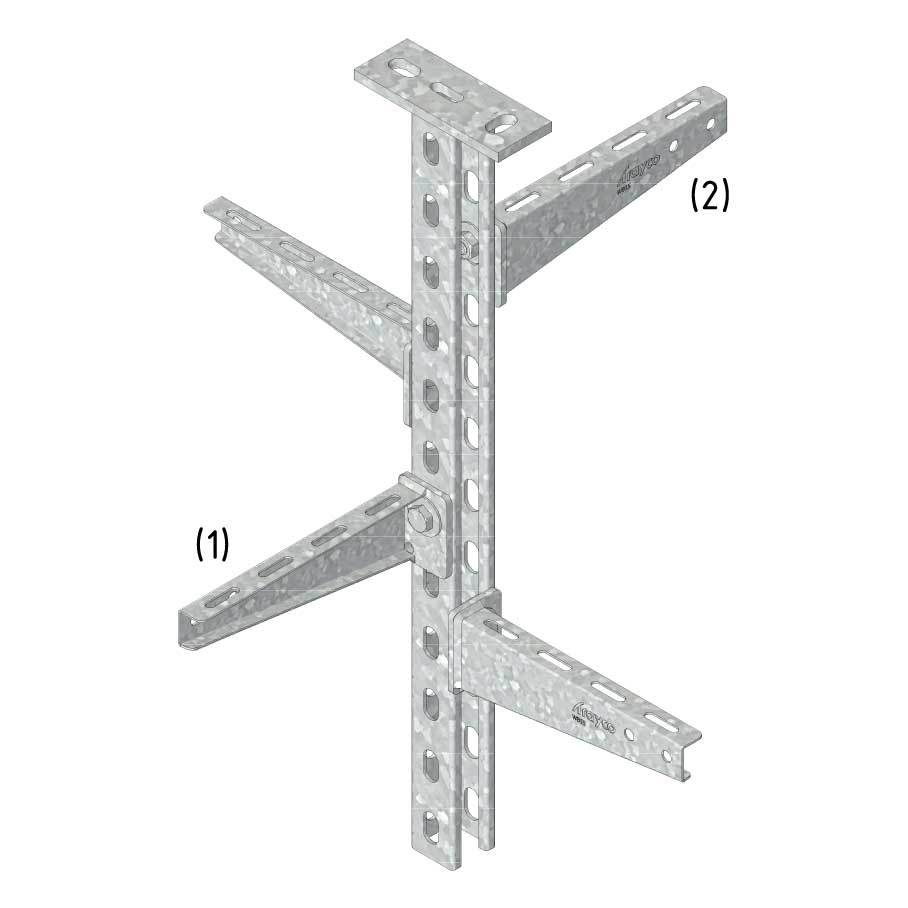
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
18888 |
P41-3W-1200-DG |
DG
|
1200
|
8
|
720
|
1
|
|
|
||


Montáž
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
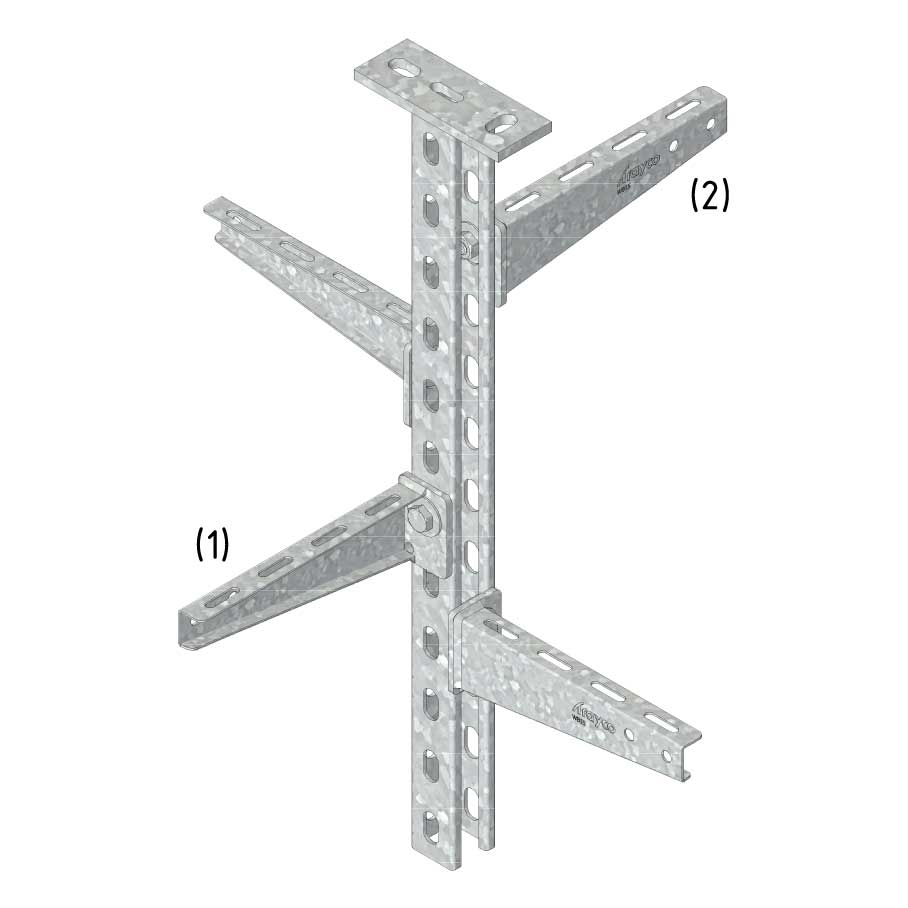
Pokud je držák namontován na boku profilu (situace 1 nebo 2 v příkladu montáže), je maximální povolený krouticí moment na hlavové desce 400 Nm.
Lakované provedení je k dispozici na vyžádání. Požadovanou barvu RAL určete v objednávce.
Montáž







Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky