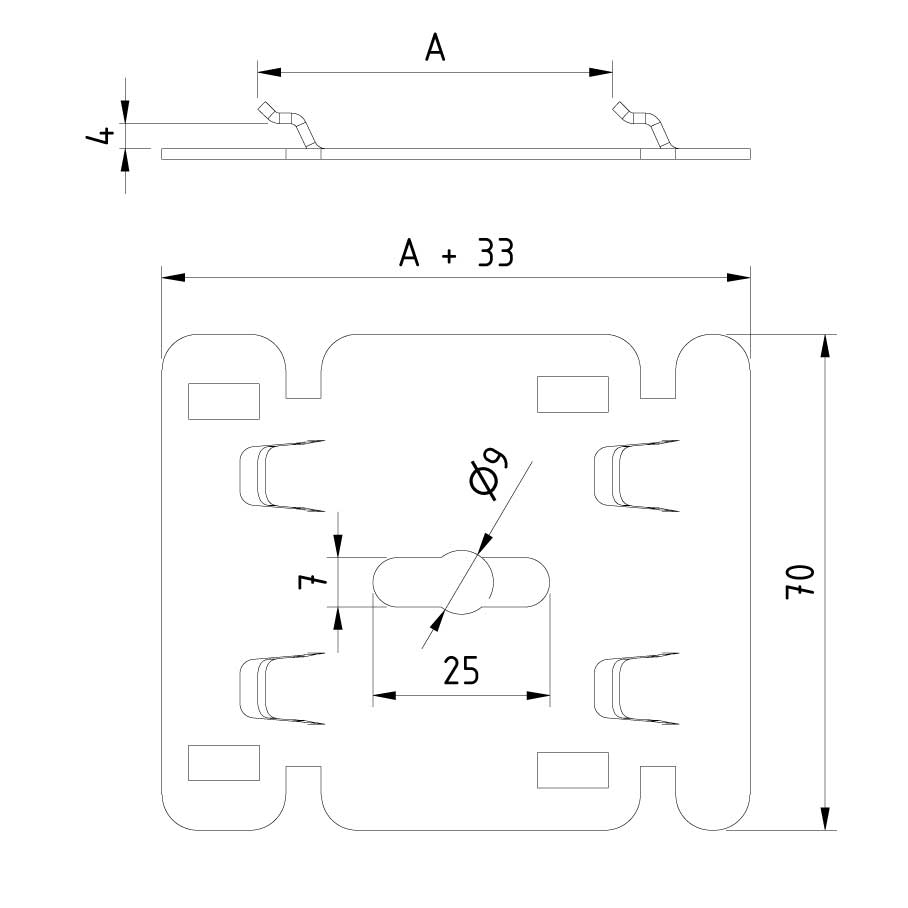
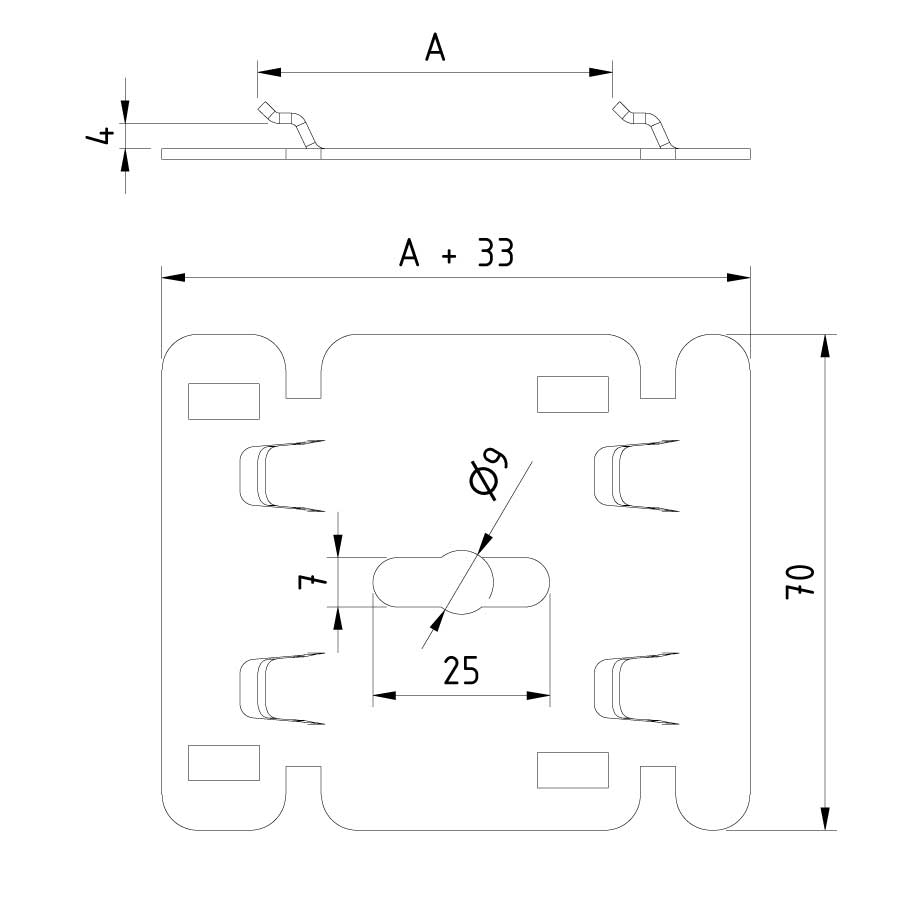
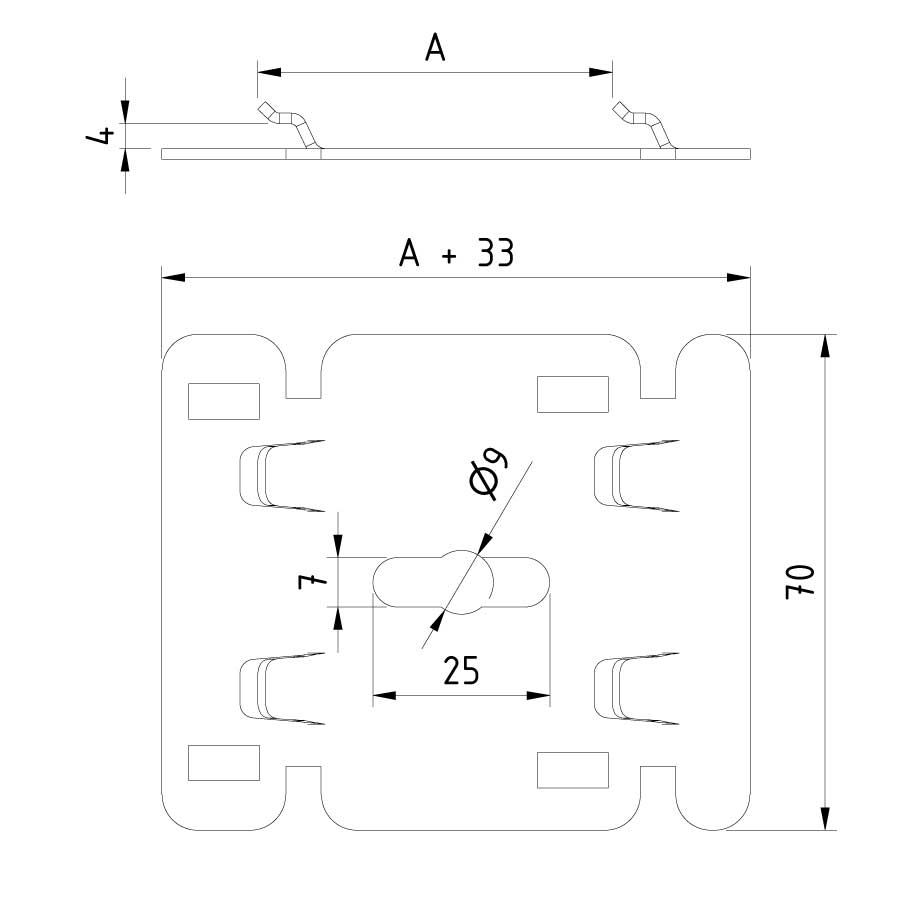
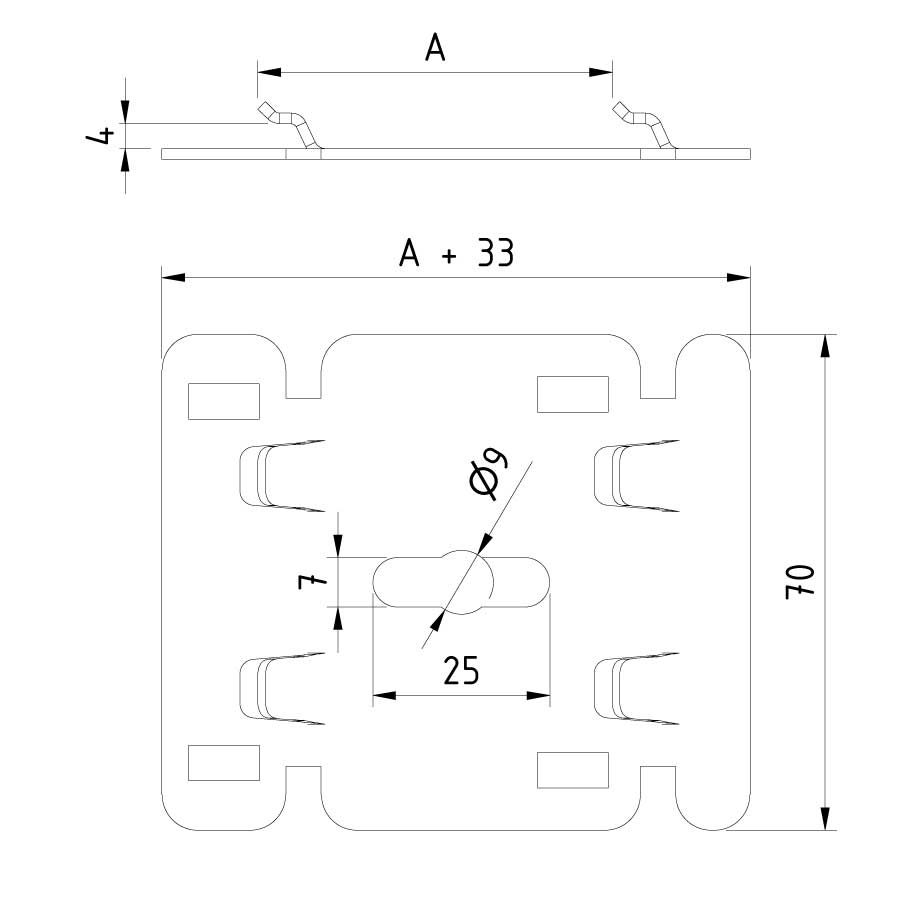
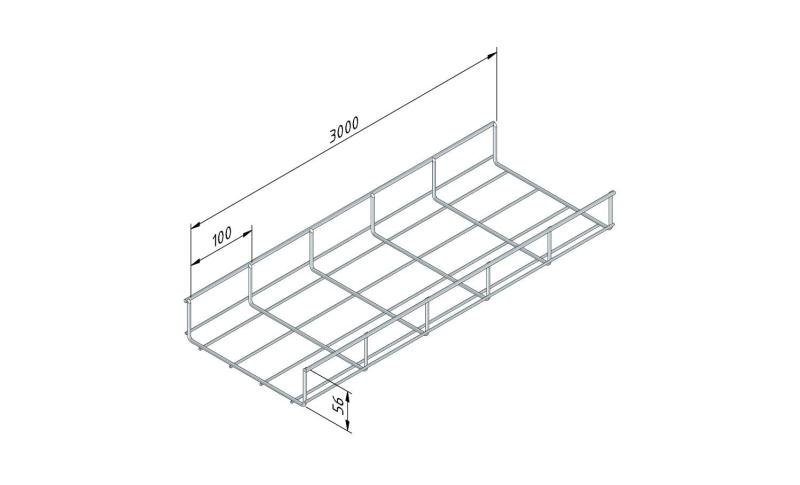
Centrální závěsná konzola drátěné sítě
MT-CSB

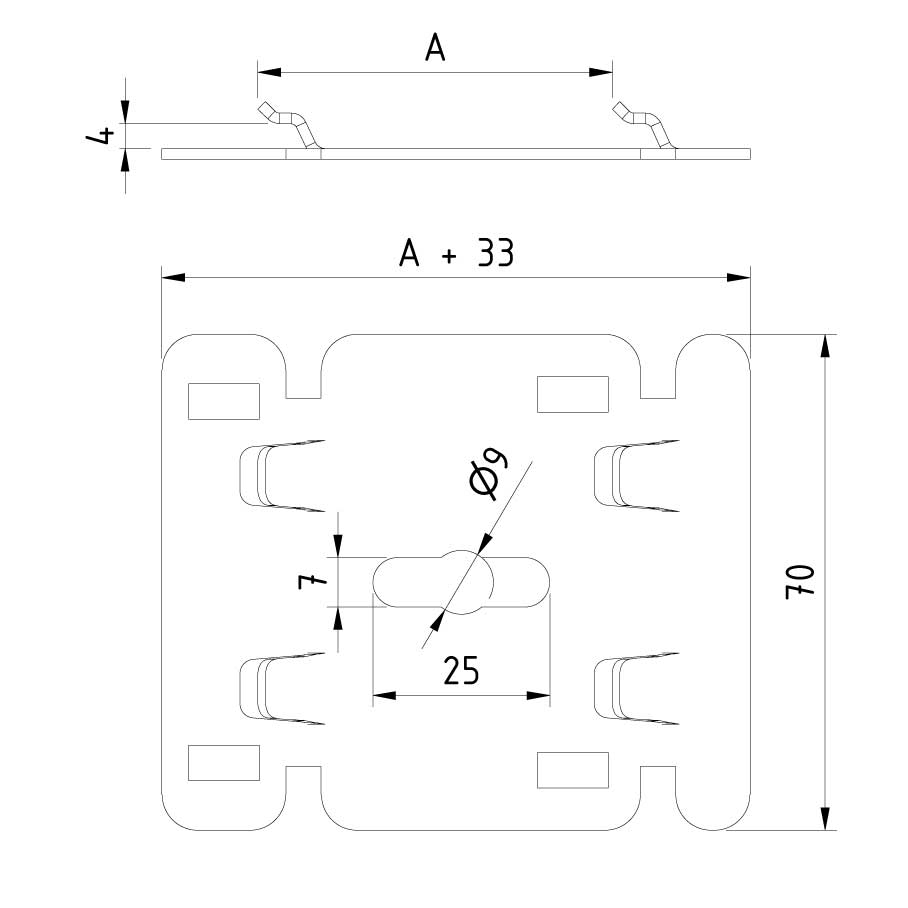

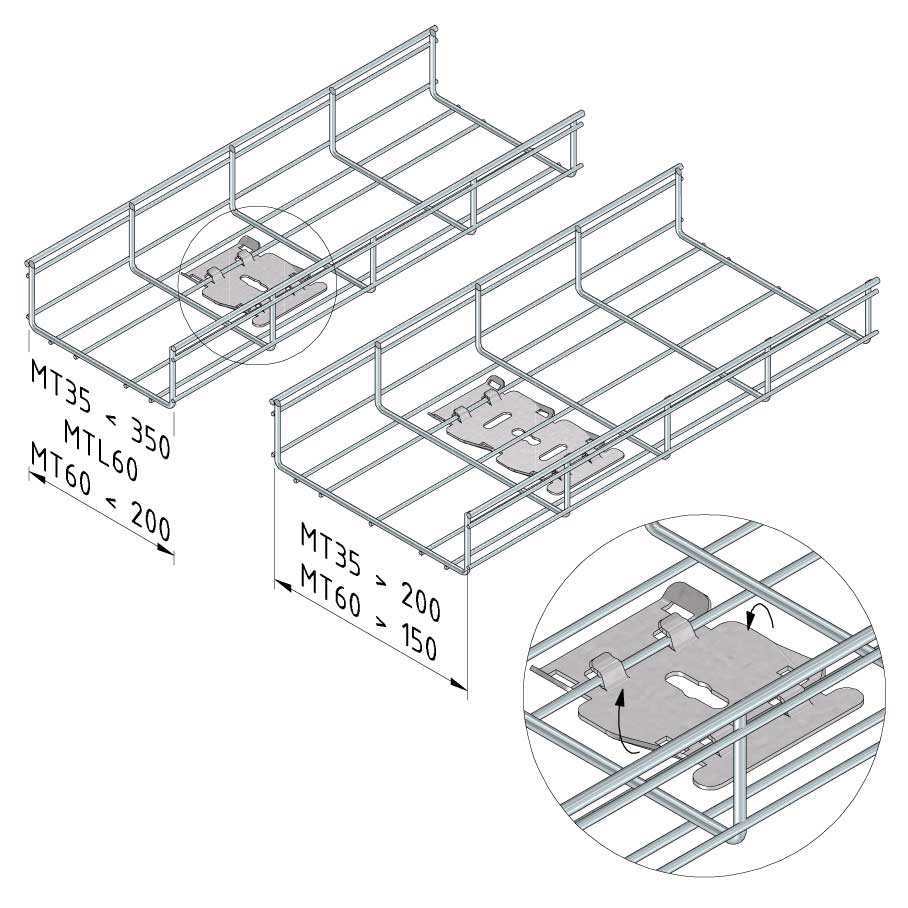
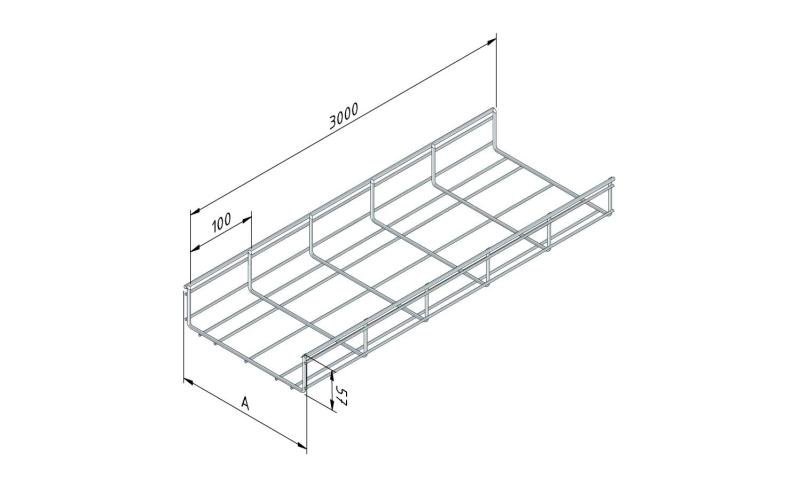
Centrální závěsná konzola drátěné sítě
MT-CSB
Spojení s ROD08
Lakovaná verze dostupná na vyžádání. Požadovaná barva RAL je definována při vaší objednávce.
| SKU | Kód artiklu | Provedení | Rozměr A | Balení | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
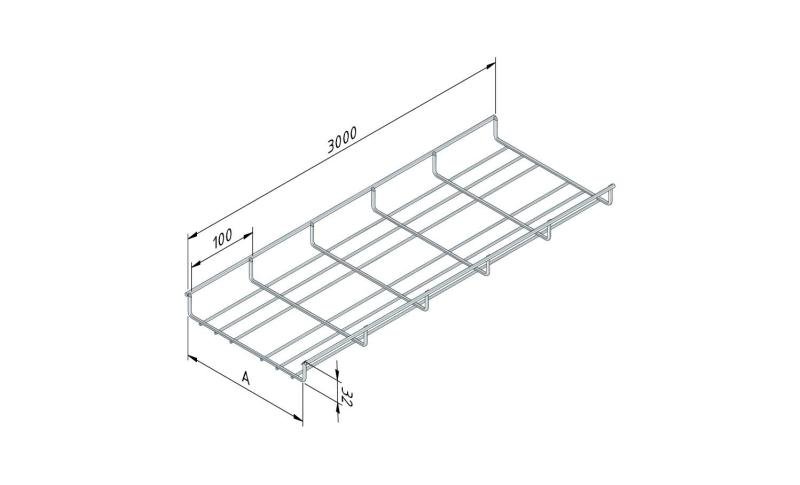
12389 |
MT-CSB050-PG |
PG
|
50
|
10
|
Standardní
|
|
||||

Montáž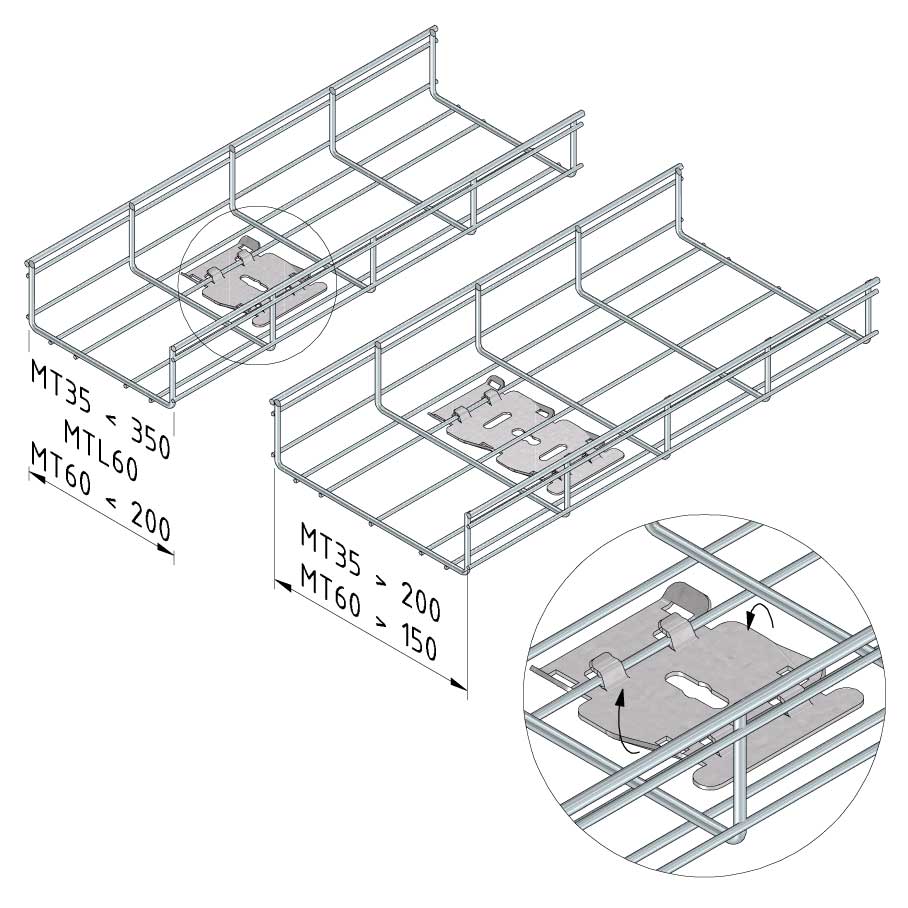
Pracovní zatížení
Doplňující informace
Povrchová úprava
Sendzimirově pozinkovaný (EN 10143) PG (předem pozinkovaný):
Výrobky ze Sendzimirově nebo kontinuálně tepelně pozinkovaného ocelového plechu a svitků se většinou používají tam, kde je možná omezená chemická kontaminace, jako například kanceláře, průmyslové budovy, kryté parkoviště apod. Charakteristické pro tuto ocel je, že je "před" mechanickým tvarováním opatřena zinkovou vrstvou pomocí kontinuálního ponorného procesu. Tato zinková vrstva se snadno tvaruje, na řezných plochách dochází až do 1,5 mm ke katodickému působení, které zabraňuje oxidaci. Ocel je nejprve chemicky očištěna a zdrsněna pro dosažení dobré přilnavosti, po ponorném procesu je přebytečný zinek odfukován a ocel získává dodatečnou pasivační vrstvu (velmi tenká ochranná vrstva), aby se zabránilo oxidaci zinkové vrstvy (bílá rez). Tloušťka vrstvy je obvykle vyjádřena v g/m². Nejpoužívanější Sendzimirova ocel je Z 275 = 275 g/m² (oboustranně váženo), což odpovídá 18-20 µm (mikronů). Sendzimirově pozinkovaná ocel pocházející z moderních pozinkovacích linek má obecně rovnoměrný lesklý vzhled. Dříve velmi rozšířený květovaný povrch se dnes téměř nevyskytuje. Tohoto efektu se dosahuje působením olova, ale nemá vliv na kvalitu vrstvy. V důsledku stále přísnějších environmentálních předpisů bylo používání olova zakázáno. |
|||||||||||
|
|
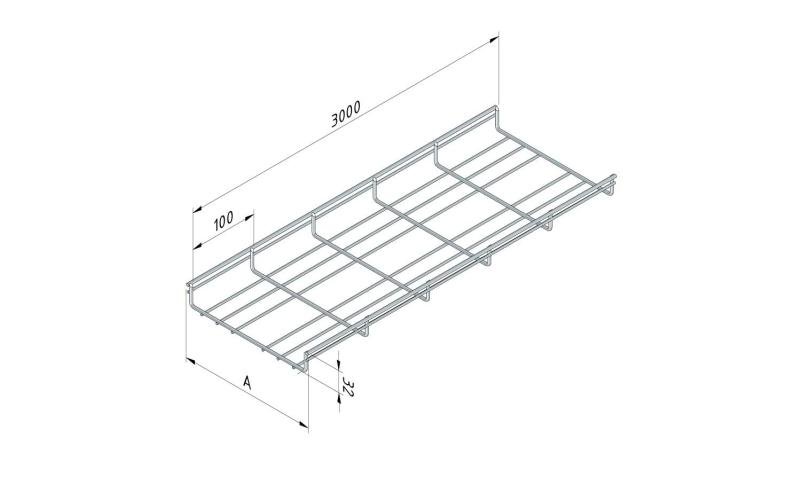
12632 |
MT-CSB100-PG |
PG
|
100
|
10
|
Standardní
|
|
||||


Montáž
Pracovní zatížení
Doplňující informace
Povrchová úprava
Sendzimirově pozinkovaný (EN 10143) PG (předem pozinkovaný):
Výrobky ze Sendzimirově nebo kontinuálně tepelně pozinkovaného ocelového plechu a svitků se většinou používají tam, kde je možná omezená chemická kontaminace, jako například kanceláře, průmyslové budovy, kryté parkoviště apod. Charakteristické pro tuto ocel je, že je "před" mechanickým tvarováním opatřena zinkovou vrstvou pomocí kontinuálního ponorného procesu. Tato zinková vrstva se snadno tvaruje, na řezných plochách dochází až do 1,5 mm ke katodickému působení, které zabraňuje oxidaci. Ocel je nejprve chemicky očištěna a zdrsněna pro dosažení dobré přilnavosti, po ponorném procesu je přebytečný zinek odfukován a ocel získává dodatečnou pasivační vrstvu (velmi tenká ochranná vrstva), aby se zabránilo oxidaci zinkové vrstvy (bílá rez). Tloušťka vrstvy je obvykle vyjádřena v g/m². Nejpoužívanější Sendzimirova ocel je Z 275 = 275 g/m² (oboustranně váženo), což odpovídá 18-20 µm (mikronů). Sendzimirově pozinkovaná ocel pocházející z moderních pozinkovacích linek má obecně rovnoměrný lesklý vzhled. Dříve velmi rozšířený květovaný povrch se dnes téměř nevyskytuje. Tohoto efektu se dosahuje působením olova, ale nemá vliv na kvalitu vrstvy. V důsledku stále přísnějších environmentálních předpisů bylo používání olova zakázáno. |
|||||||||||
|
|
12390 |
MT-CSB050-DG |
DG
|
10
|
|
|
|||||


Montáž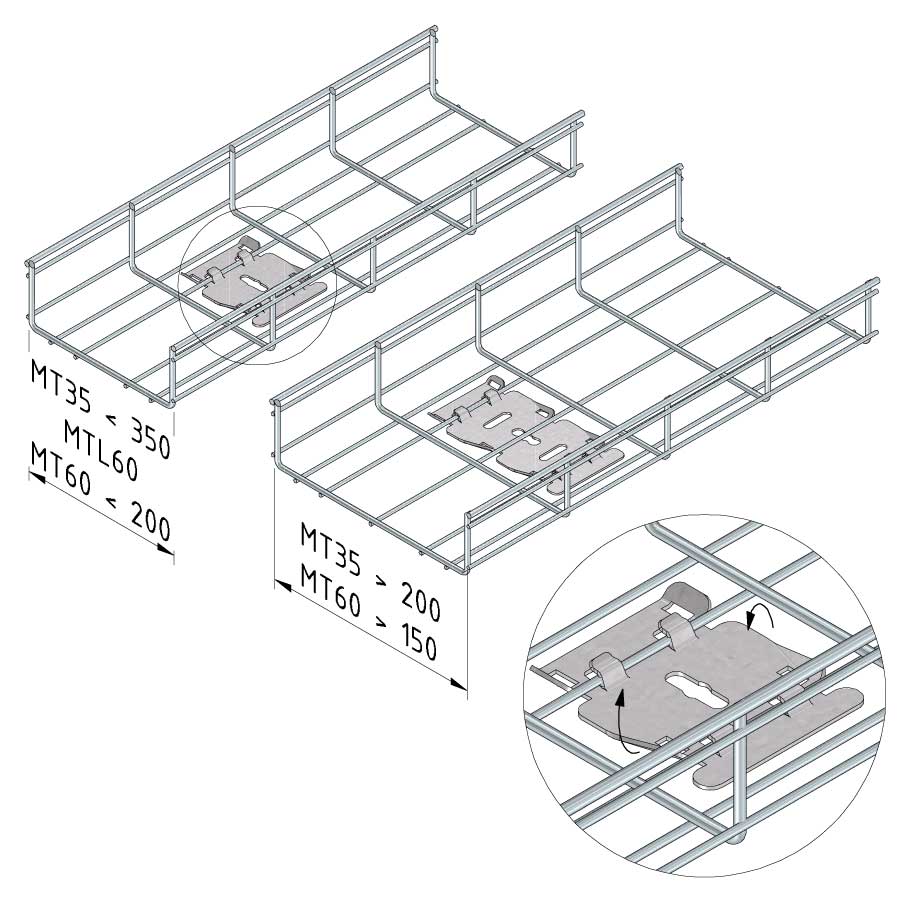
Pracovní zatížení
Doplňující informace
Povrchová úprava
Žárové zinkování (EN ISO 1461) DG (dipped-galvanised):
Pokud jsou systémy vedení kabelů vystaveny povětrnostním podmínkám a/nebo agresivním látkám (jako jsou petrochemické aplikace), jsou podrobeny dodatečné úpravě v podobě žárového zinkování. Žárové zinkování se také nazývá kusové zinkování, celoplošné zinkování, ohnivé zinkování nebo hot-dip galvanizace. Žárové zinkování je materiálový proces, jehož cílem je ochrana oceli proti korozi. Pokud je tato vrstva porušena, zinek působí jako obětní anoda, čímž chrání železo prostřednictvím zinku (také známo jako katodická ochrana). Při zinkování se tvoří tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je předúprava oceli zásadní; zahrnuje následující procesní kroky: odmašťování, oplachování, moření, oplachování, fluxování, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době ponoření v zinkovací lázni. Norma zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako roční úbytek zinku, který závisí na okolních podmínkách. Zinková vrstva navíc tvoří vynikající podkladovou vrstvu pro další povrchové úpravy, jako je pokrytí práškovou barvou a nátěrovými vrstvami (lépe známo jako duplexní systém). Další výhodou žárového zinkování je, že na hranách a rozích, kde jsou předměty obecně zvláště náchylné ke korozi, je zinková vrstva silnější díky chování kapaliny. Minimální tloušťky zinkové vrstvy podle ISO 1461: - Metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměrná) 70µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 1,5 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm - Metodou bubnu (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 3 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm |
|||||||||||
|
|
12633 |
MT-CSB100-DG |
DG
|
10
|
|
|
|||||


Montáž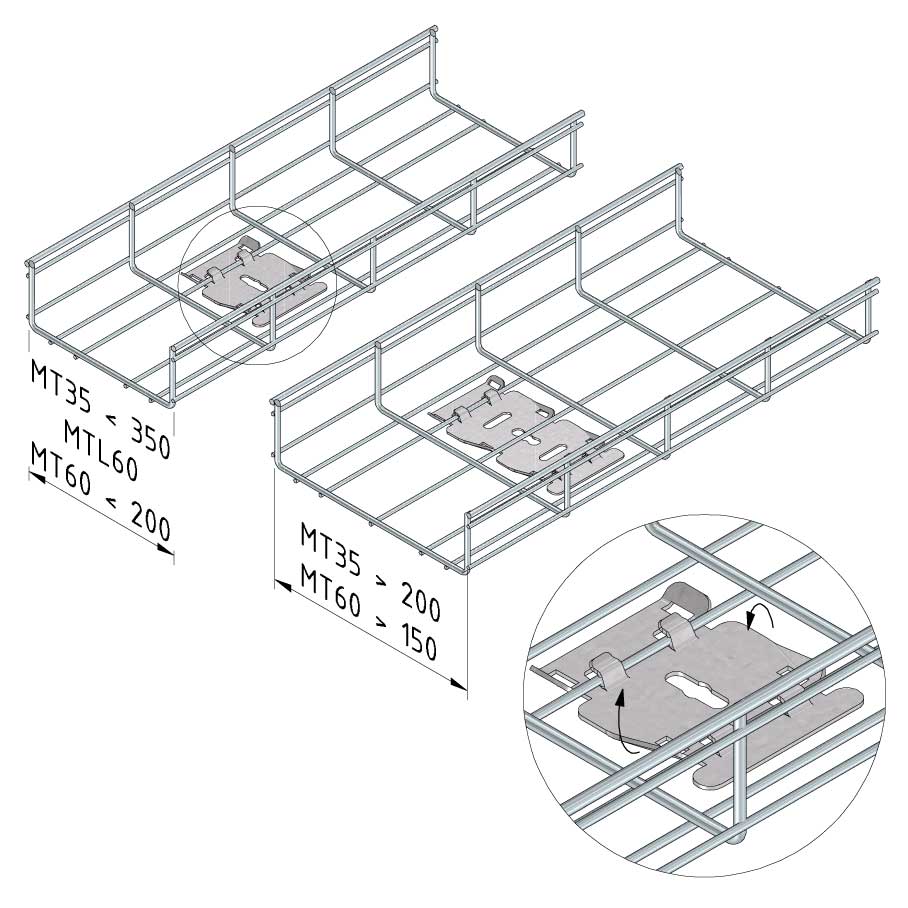
Pracovní zatížení
Doplňující informace
Povrchová úprava
Žárové zinkování (EN ISO 1461) DG (dipped-galvanised):
Pokud jsou systémy vedení kabelů vystaveny povětrnostním podmínkám a/nebo agresivním látkám (jako jsou petrochemické aplikace), jsou podrobeny dodatečné úpravě v podobě žárového zinkování. Žárové zinkování se také nazývá kusové zinkování, celoplošné zinkování, ohnivé zinkování nebo hot-dip galvanizace. Žárové zinkování je materiálový proces, jehož cílem je ochrana oceli proti korozi. Pokud je tato vrstva porušena, zinek působí jako obětní anoda, čímž chrání železo prostřednictvím zinku (také známo jako katodická ochrana). Při zinkování se tvoří tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je předúprava oceli zásadní; zahrnuje následující procesní kroky: odmašťování, oplachování, moření, oplachování, fluxování, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době ponoření v zinkovací lázni. Norma zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako roční úbytek zinku, který závisí na okolních podmínkách. Zinková vrstva navíc tvoří vynikající podkladovou vrstvu pro další povrchové úpravy, jako je pokrytí práškovou barvou a nátěrovými vrstvami (lépe známo jako duplexní systém). Další výhodou žárového zinkování je, že na hranách a rozích, kde jsou předměty obecně zvláště náchylné ke korozi, je zinková vrstva silnější díky chování kapaliny. Minimální tloušťky zinkové vrstvy podle ISO 1461: - Metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměrná) 70µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 1,5 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm - Metodou bubnu (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka zinkové vrstvy (průměrná) 55µm Tloušťka materiálu < 3 mm = min. tloušťka zinkové vrstvy (průměrná) 45µm |
|||||||||||
Párování s ROD08
Lakovaná verze je k dispozici na vyžádání. Požadovaná barva RAL je uvedena v objednávce.
Montáž
Kombinujte s (4 položky)
Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky