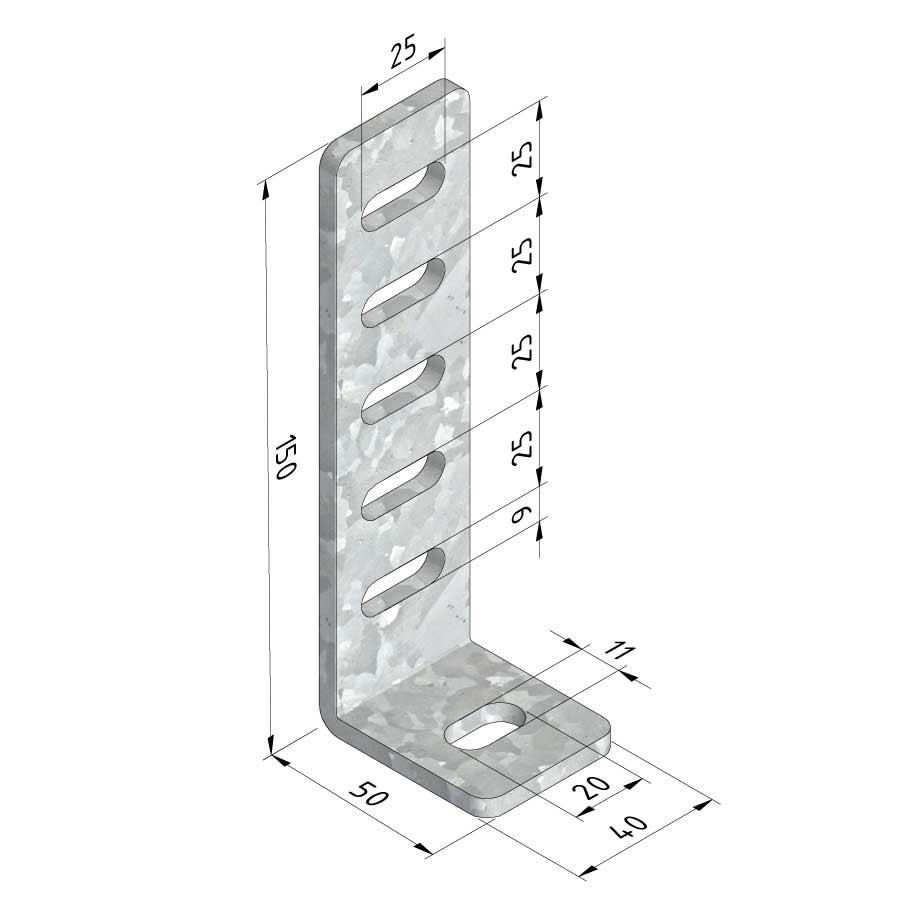
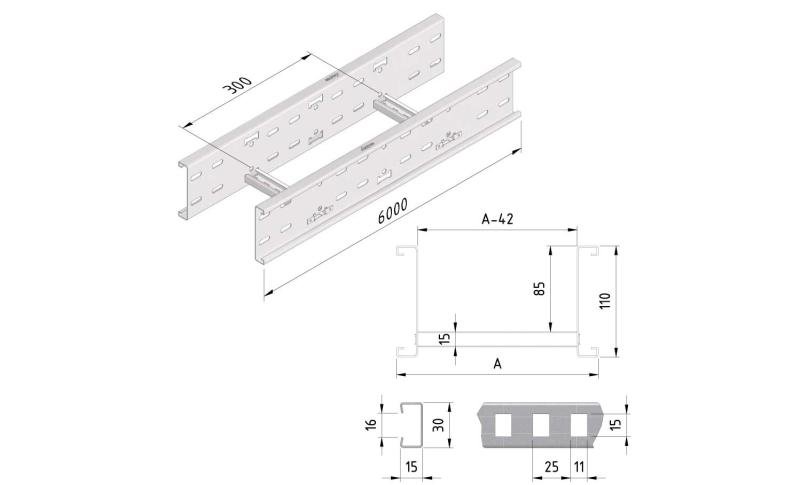
Vzdálenostní držák světla
CLF-DBL



Vzdálenostní držák světla
CLF-DBL
Párování s BN08-16
K dispozici také v provedení SS
Lakovaná povrchová úprava je k dispozici na vyžádání. Požadovaná barva RAL bude definována při objednávce.
| SKU | Kód článku | Provádění | Balení | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
20079 |
CLF-DBL-0-100-30-UG |
UG
|
20
|
Standardní
|
|
|||||
Montáž
Pracovní zátěž
Další informace
Dokončení
ULTRA GALVA (UG)
Jedná se o vysoce účinný nátěr kovů, který poskytuje optimální ochranu povrchu v nejrůznějších agresivních a náročných prostředích, a to jak v interiéru, tak v exteriéru. Jedinečné legování malého množství hořčíku a(nebo) hliníku v zinkové lázni vytváří ochranu ULTRA se samoregeneračními vlastnostmi. Zatímco zinek je nezbytný pro katodickou ochranu, hořčík zabraňuje vzniku červené rzi. Pasivační vrstva na jeho povrchu zase poskytuje těsnění, které brání prvním stopám bílé rzi. ULTRA GALVA nabízí oproti tradičním žárovým povrchovým úpravám řadu výhod. - pasivační vrstva poskytuje vyšší úroveň ochrany. ULTRA GALVA se díky katodické ochraně sama zaceluje v případě poškrábání, okrajů nebo perforací. V porovnání s žárovou povrchovou úpravou zůstávají předměty velmi rovné, nedochází k deformacím, tavení ani matnění. - lze snadno zpracovávat za studena bez rizika odlupování, a to díky dokonalé přilnavosti povlaku ke kovu. - nevznikají žádné propadliny, kabely lze rychle instalovat bez rizika poškození kabelů nebo zranění pracovníků. - díky delší životnosti není nutná průběžná údržba ani následné ošetření. - ve srovnání s žárovou povrchovou úpravou se použije třikrát méně zinku. Dochází tak k menšímu dopadu na přírodní zdroje a menšímu znečištění. Výrobní proces navíc produkuje méně emisí CO2 a ULTRA GALVA je 100% recyklovatelná. Představuje tak různorodou ekologicky hodnotnou alternativu k tradiční nerezové oceli a žárovým povrchovým úpravám ! |
|||||||||||
|
|
17570 |
CLF-DBL-0-100-50-DG |
DG
|
20
|
Standardní
|
|
|||||


Montáž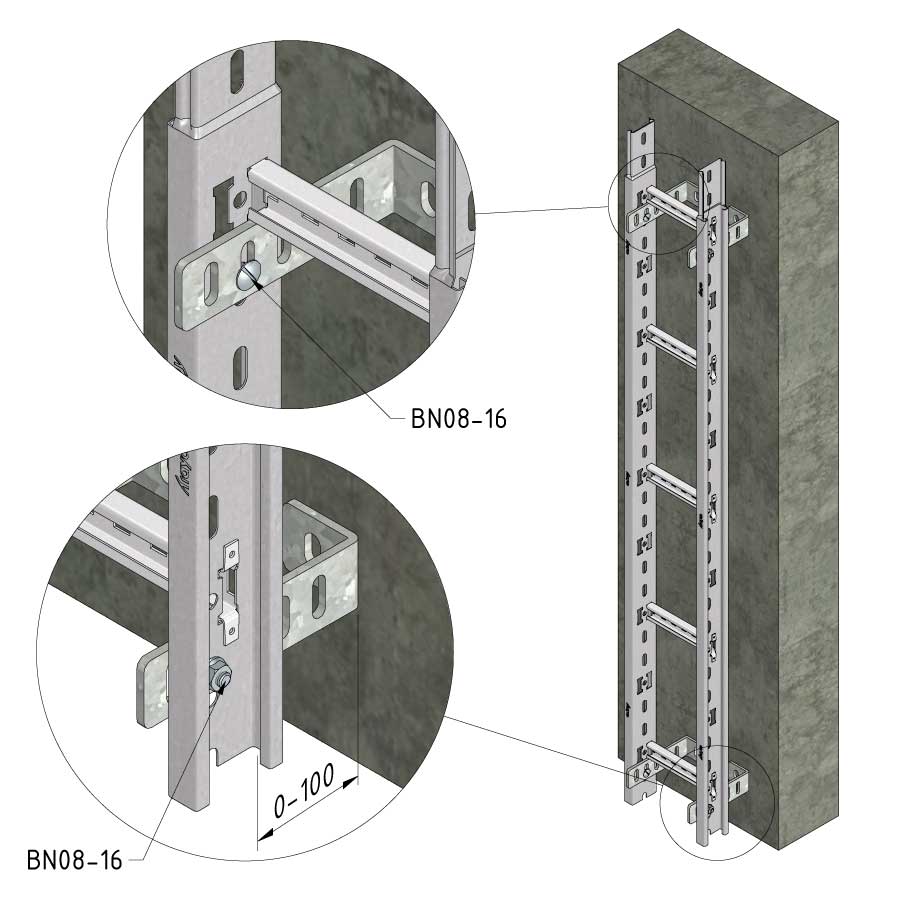
Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti je rozhodující předběžná úprava oceli, která zahrnuje následující kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
Párování s BN08-16
K dispozici také v provedení SS
Lakovaná povrchová úprava je k dispozici na vyžádání. Požadovaná barva RAL bude definována při objednávce.
Montáž
Kombinujte s (4 articles)
Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky