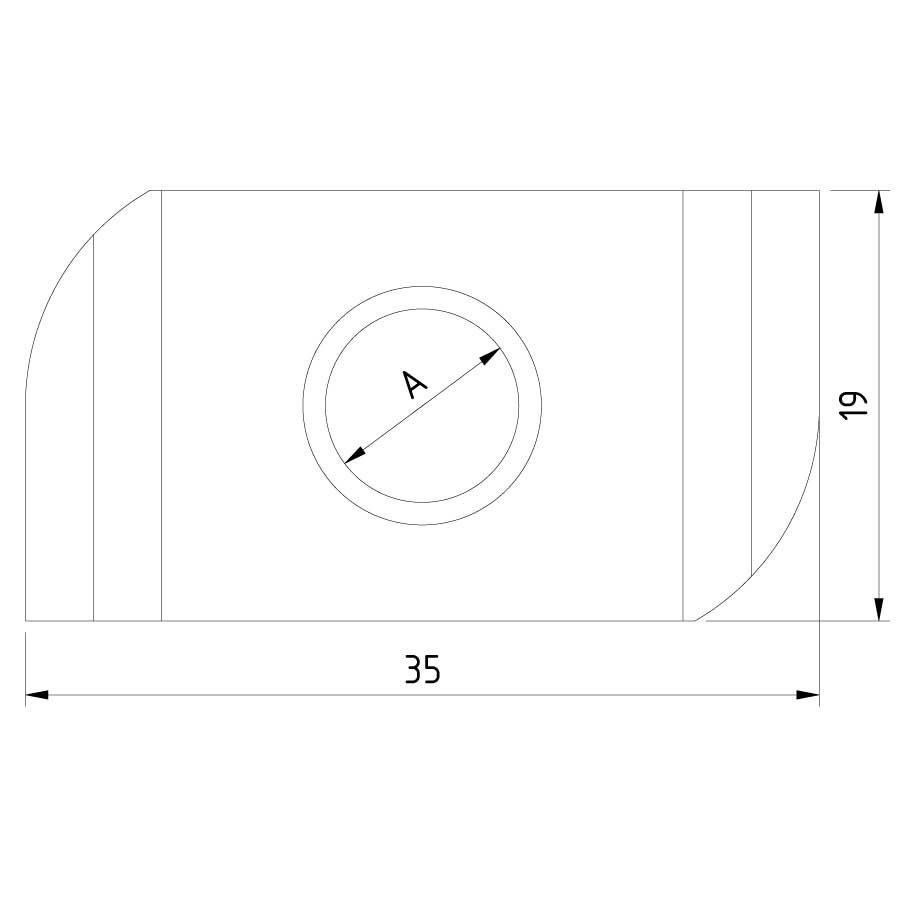
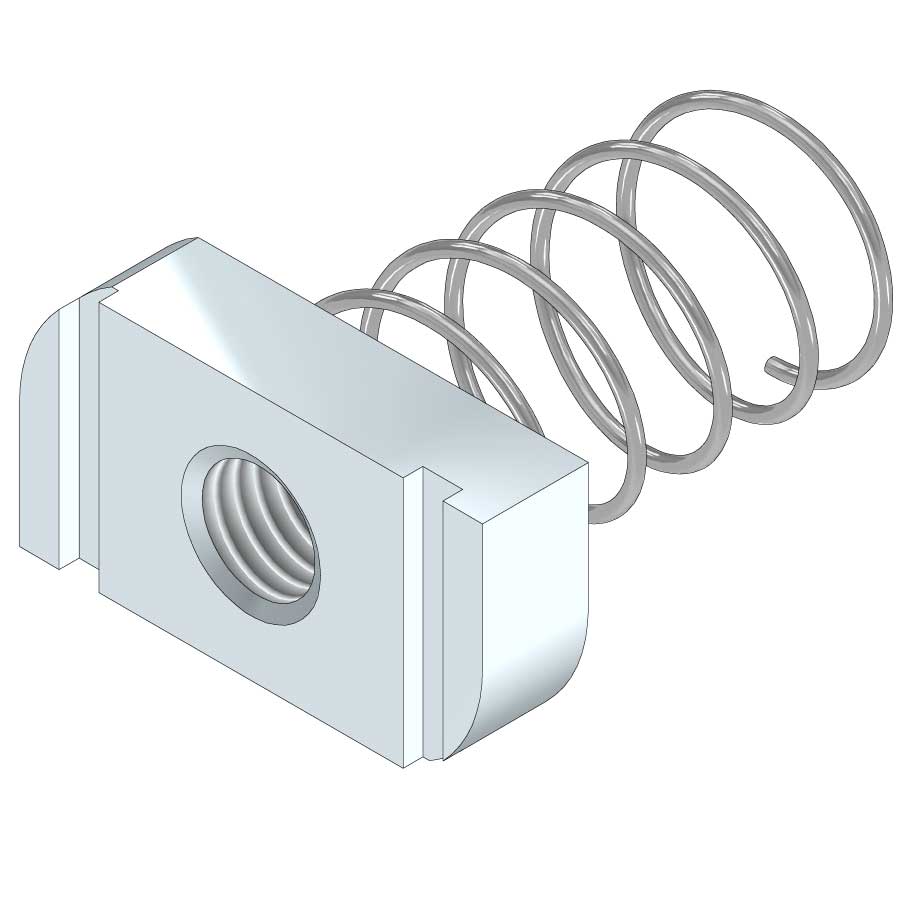
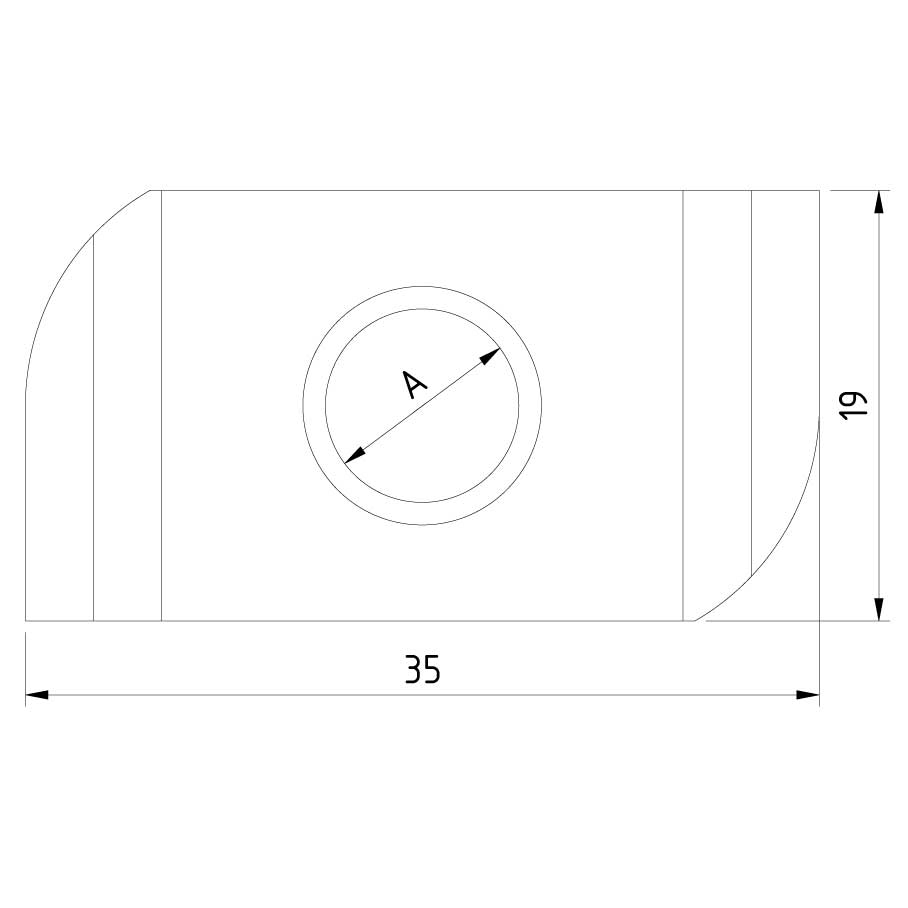
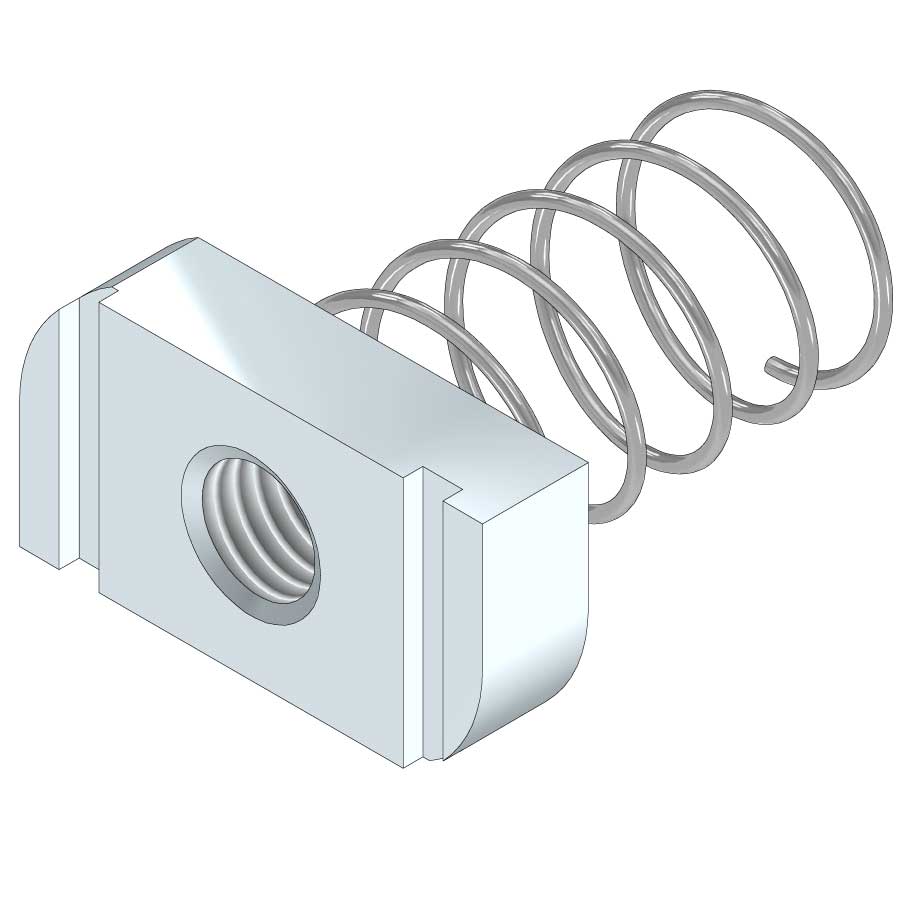
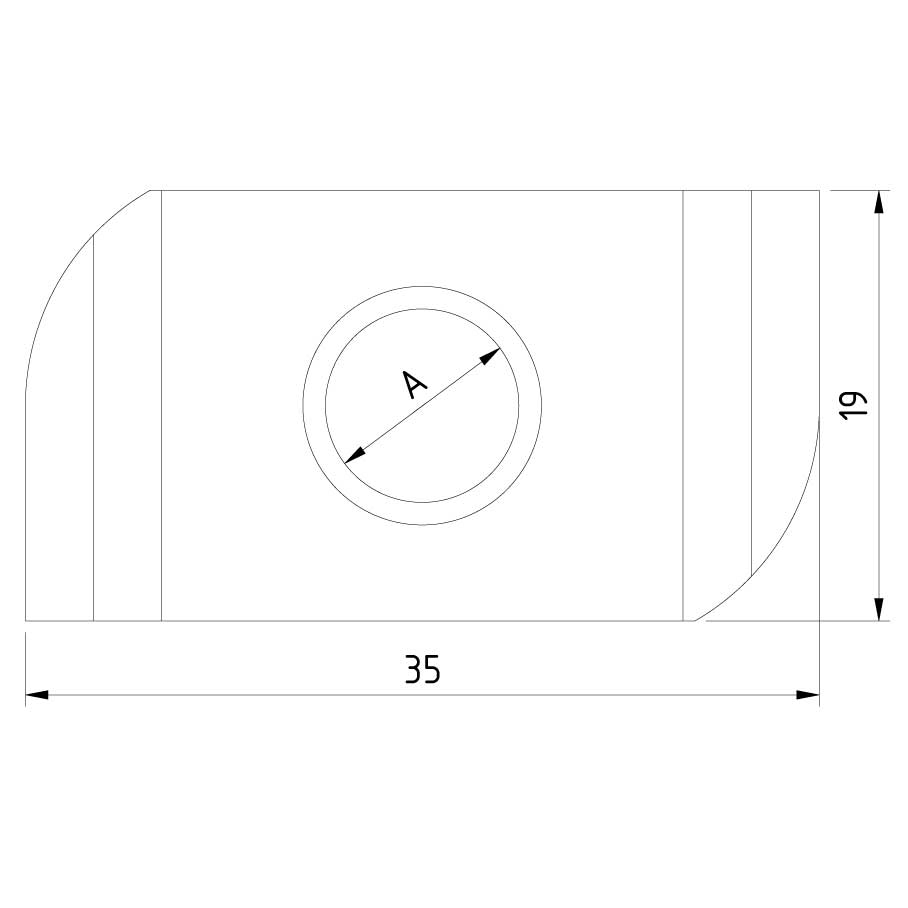
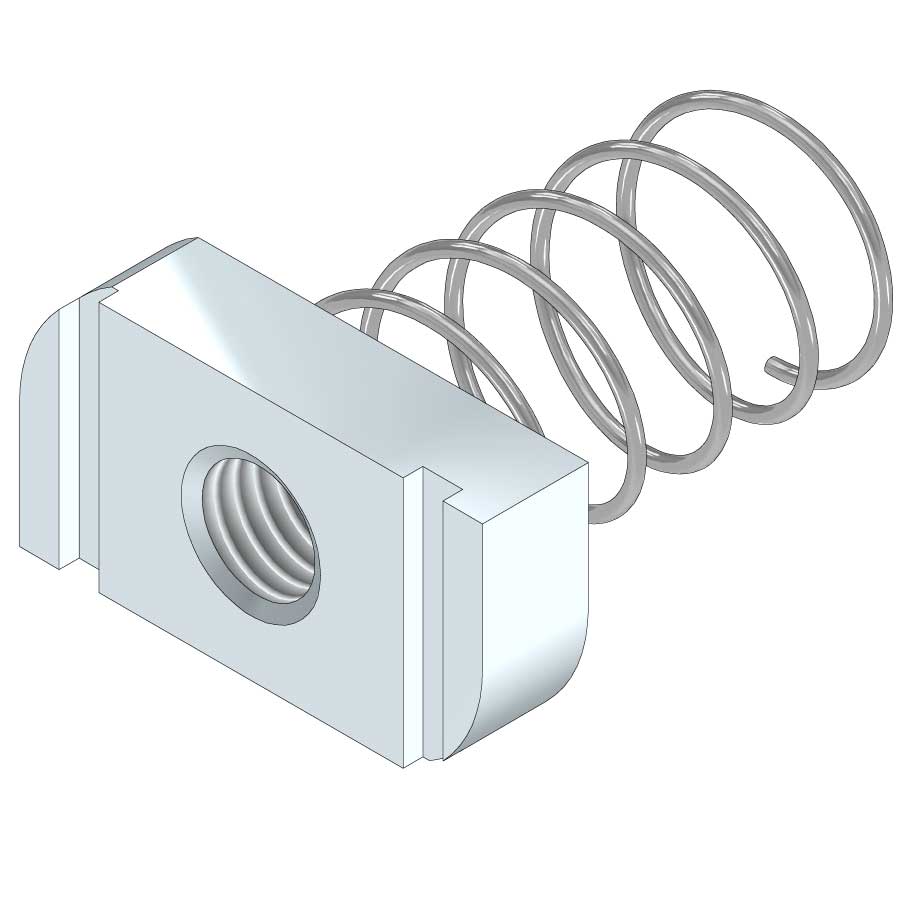
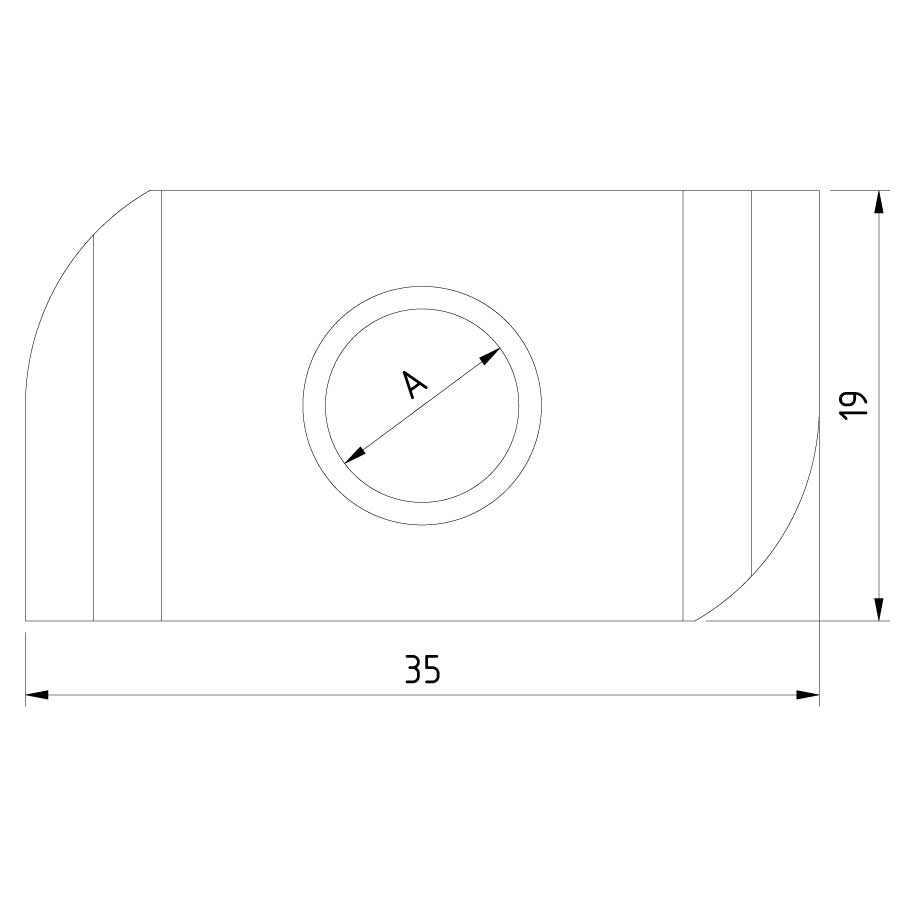
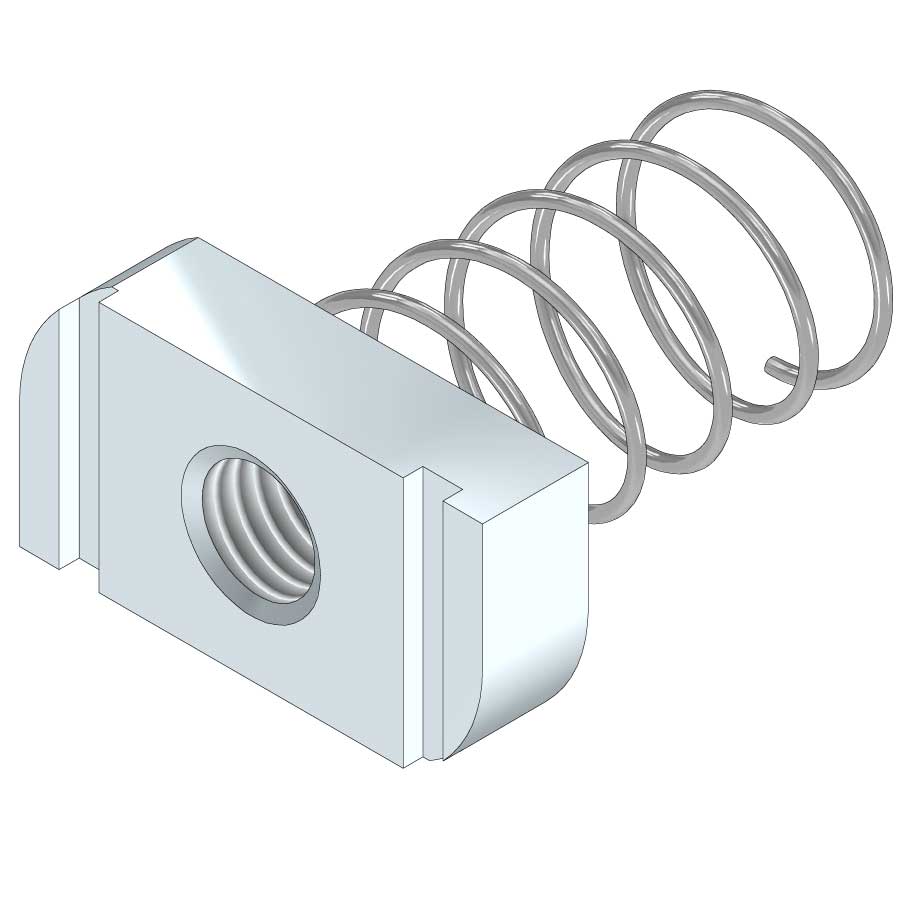
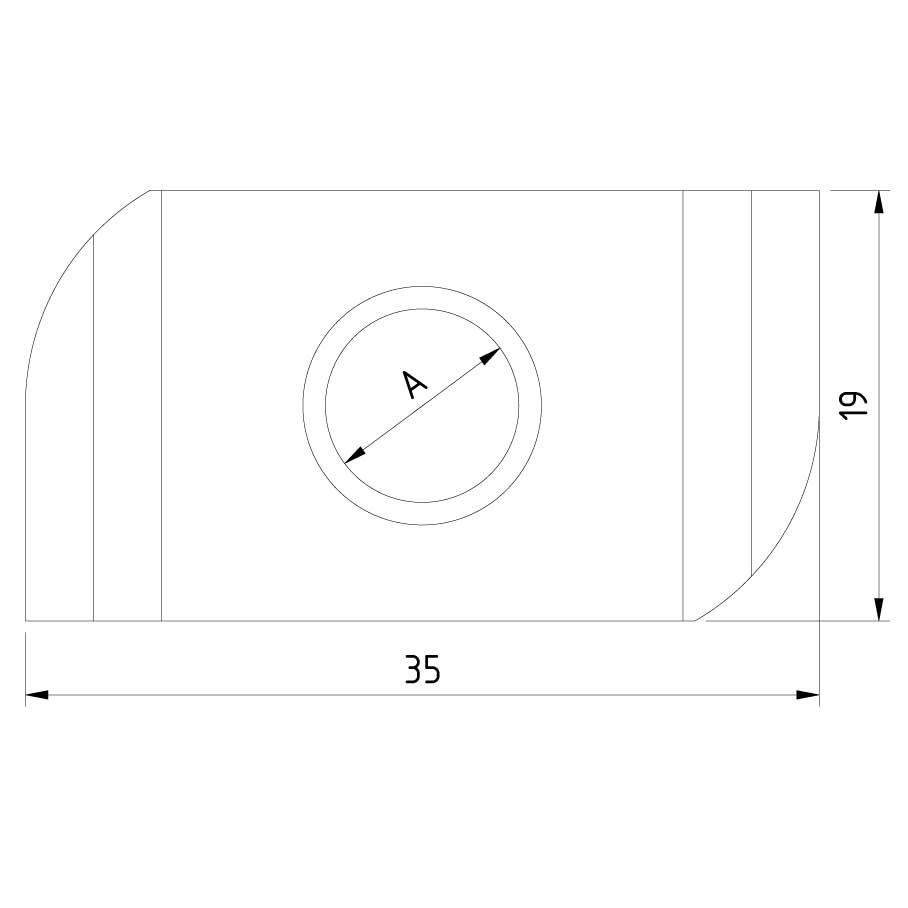
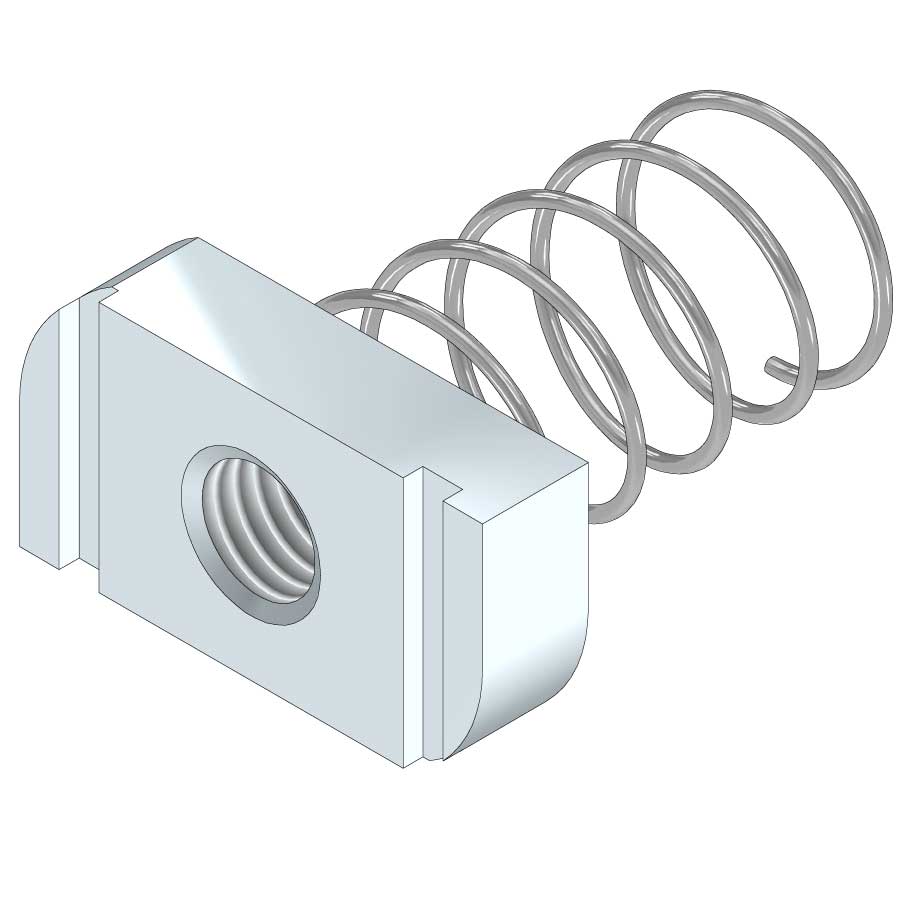
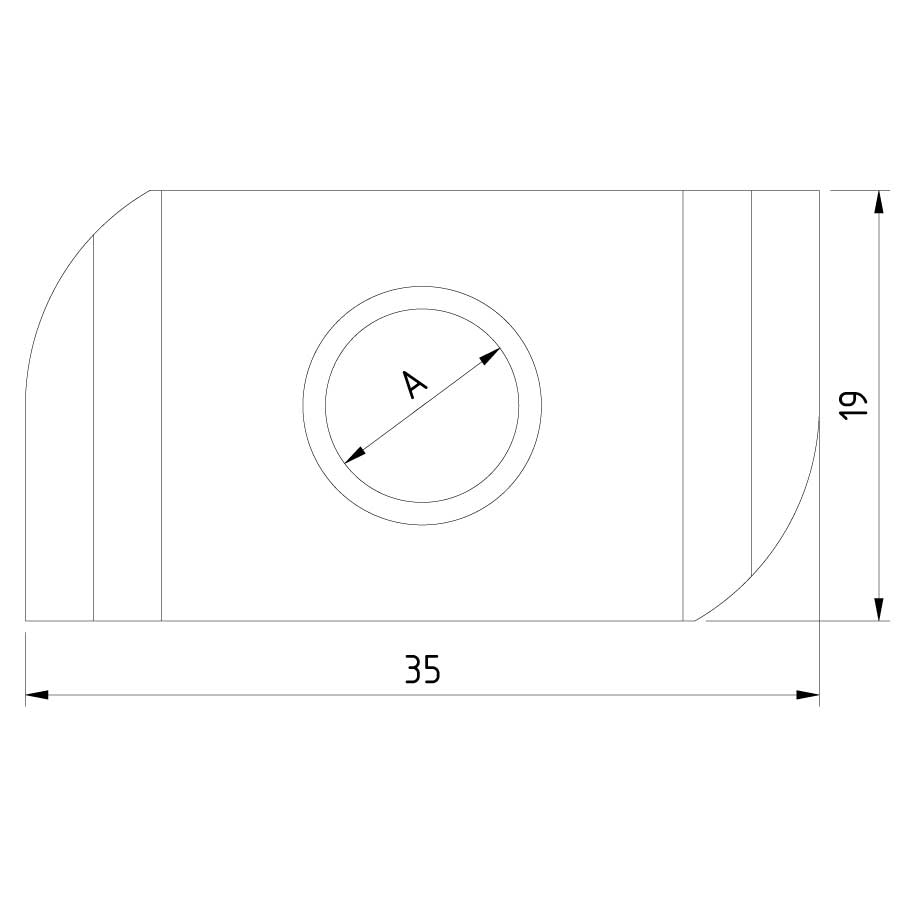
Posuvná matice s pružinou
SLNS


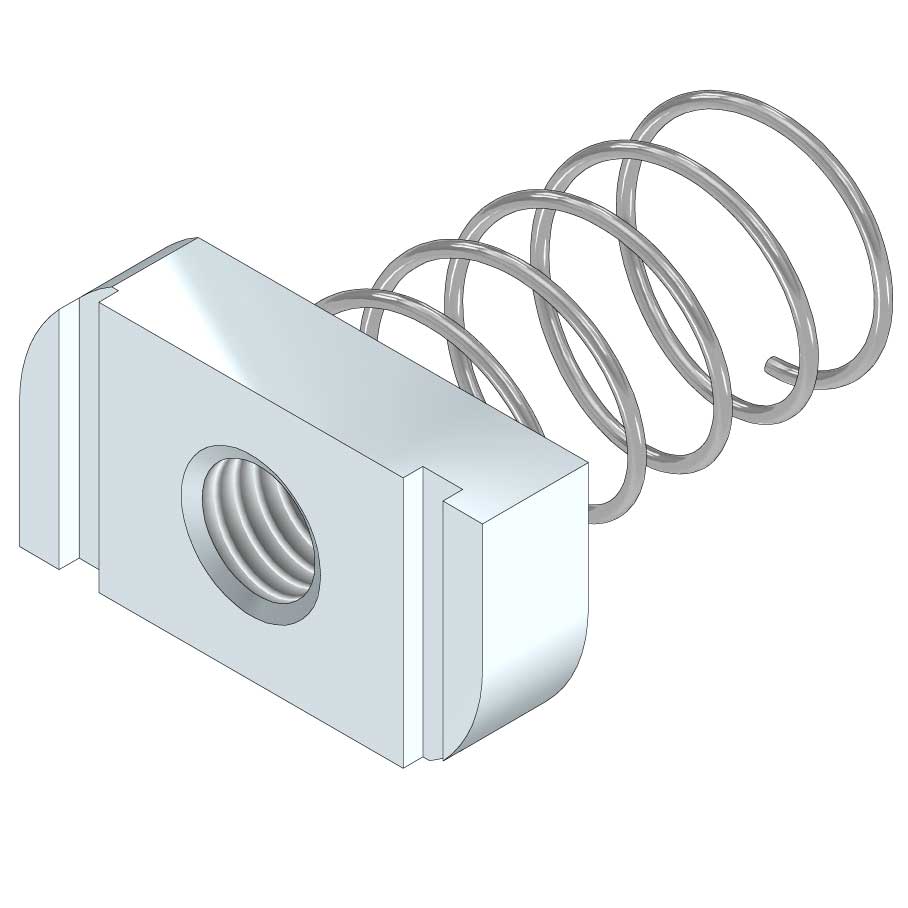
Posuvná matice s pružinou
SLNS
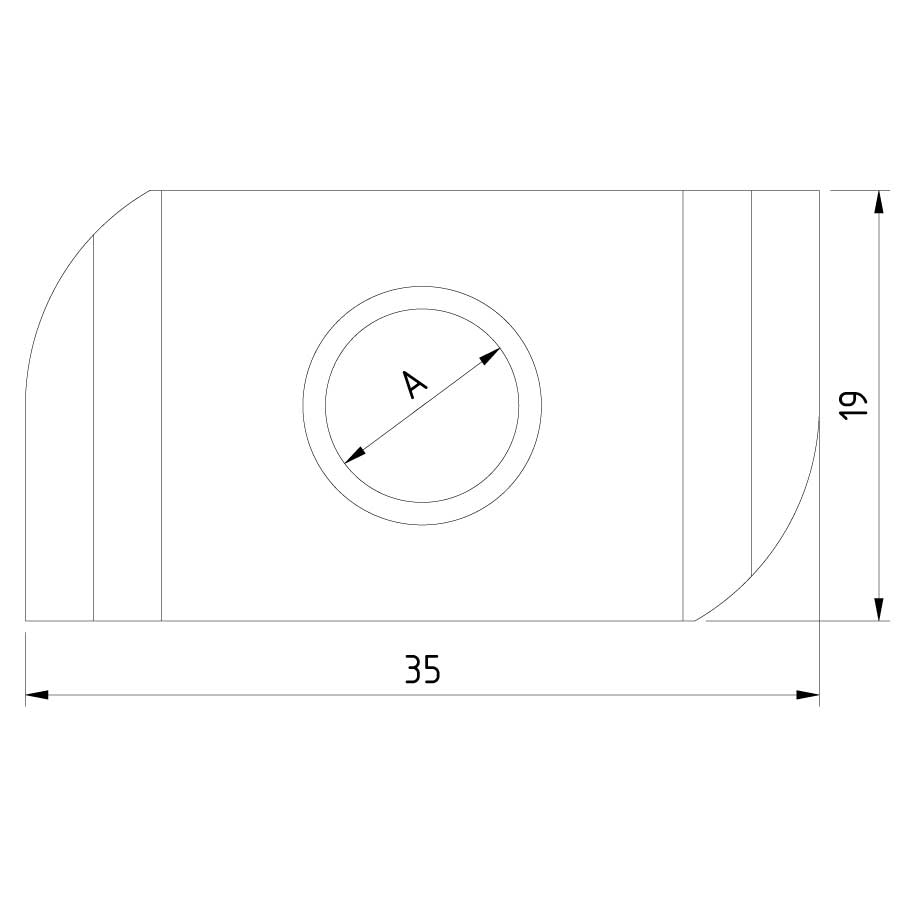
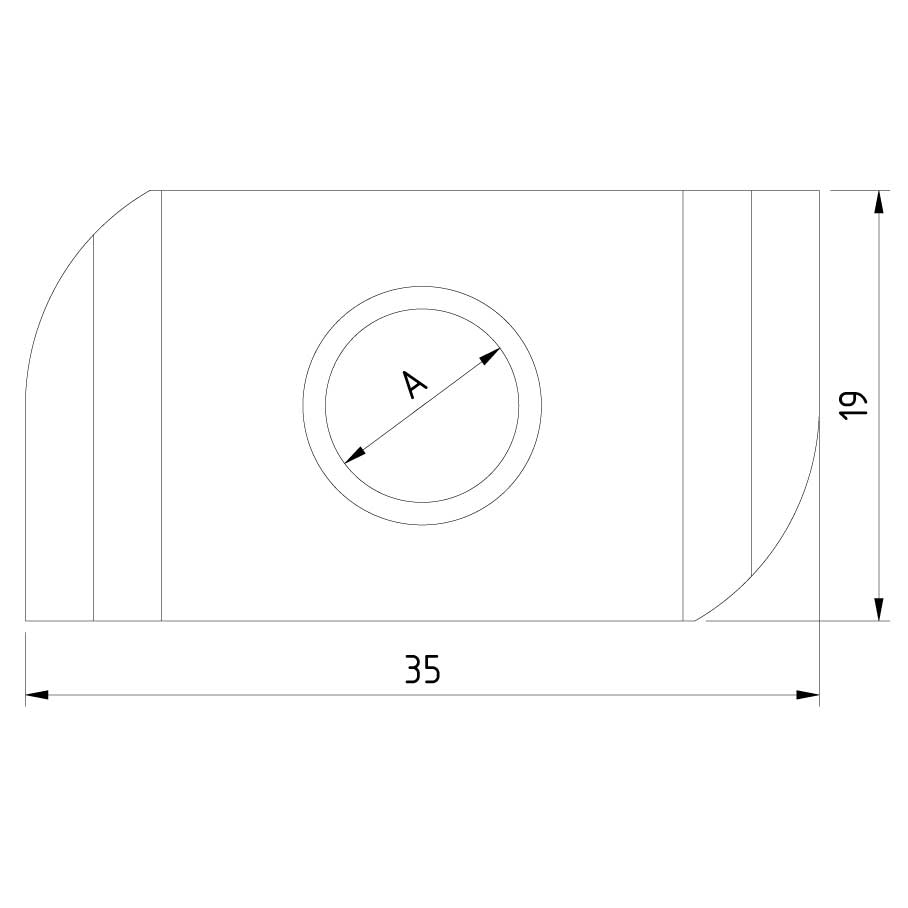
| SKU | Kód článku | Provádění | Velikost A | Balení | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
10337 |
SLNS41-06-EG |
EC
|
M6
|
100
|
Standardní
|
|
||||
Montáž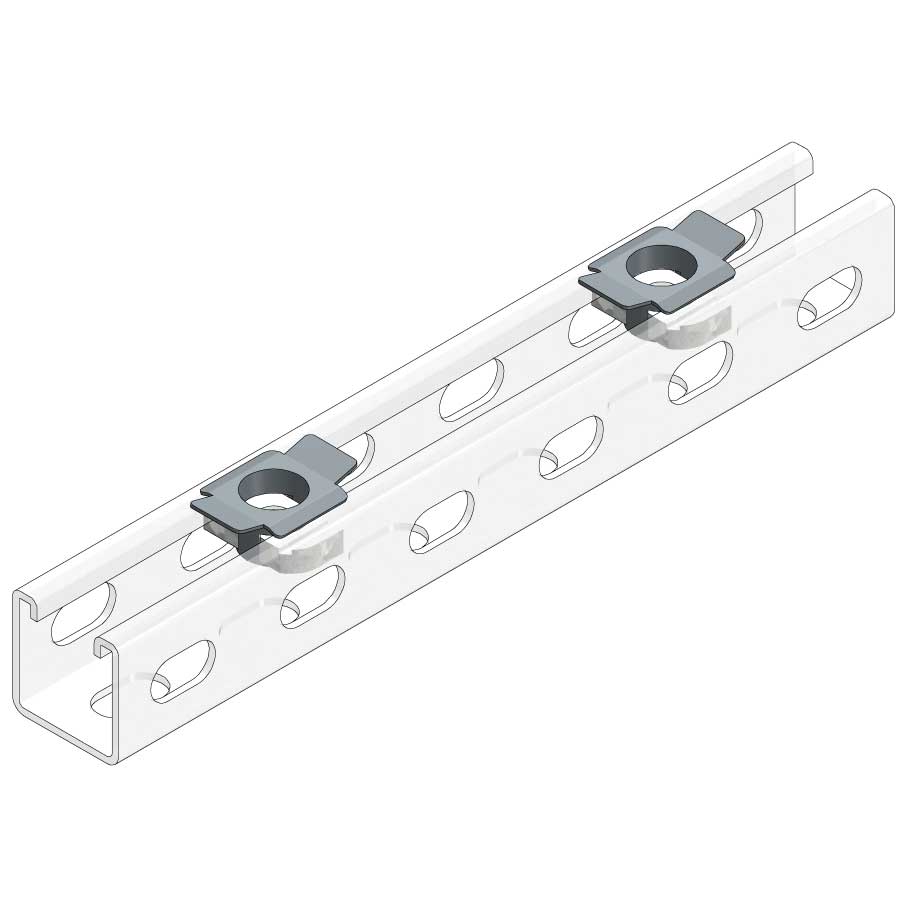
Pracovní zátěž
Další informace
Dokončení
Pozinkované (EN ISO 2081) EG (elektrolyticky pozinkované)
Elektrolyticky zinkované výrobky se obvykle používají v místech, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Elektrogalvanické zinkování se od žárového zinkování liší tím, že vrstva zinku se vytváří elektrolýzou. Nedochází zde k tepelnému působení na ocel, takže se nevytvářejí žádné vrstvy slitin. Také tloušťka vrstvy 6-8 µm (mikronů) je ve srovnání s žárovým zinkováním omezenější. Před vlastním zinkováním prochází ocel řadou kroků předúpravy, aby byla zaručena optimální přilnavost (odmašťovací kroky, moření, ponor do kyseliny, oplachování atd.). Po vlastním zinkování se na zinkový povlak nanese pasivační a bichromátová vrstva a následně se provede demi oplach. Mezi výhody galvanického zinkování patří, že nedochází k tepelným deformacím, což je ideální pro montážní kusy, pěkný rovnoměrný a hladký povrch s vysokým leskem, dobrá elektrická vodivost, žádné běhouny ani zinkové kolíky. |
|||||||||||
|
|
10338 |
SLNS41-08-EG |
EC
|
M8
|
100
|
Standardní
|
|
||||


Montáž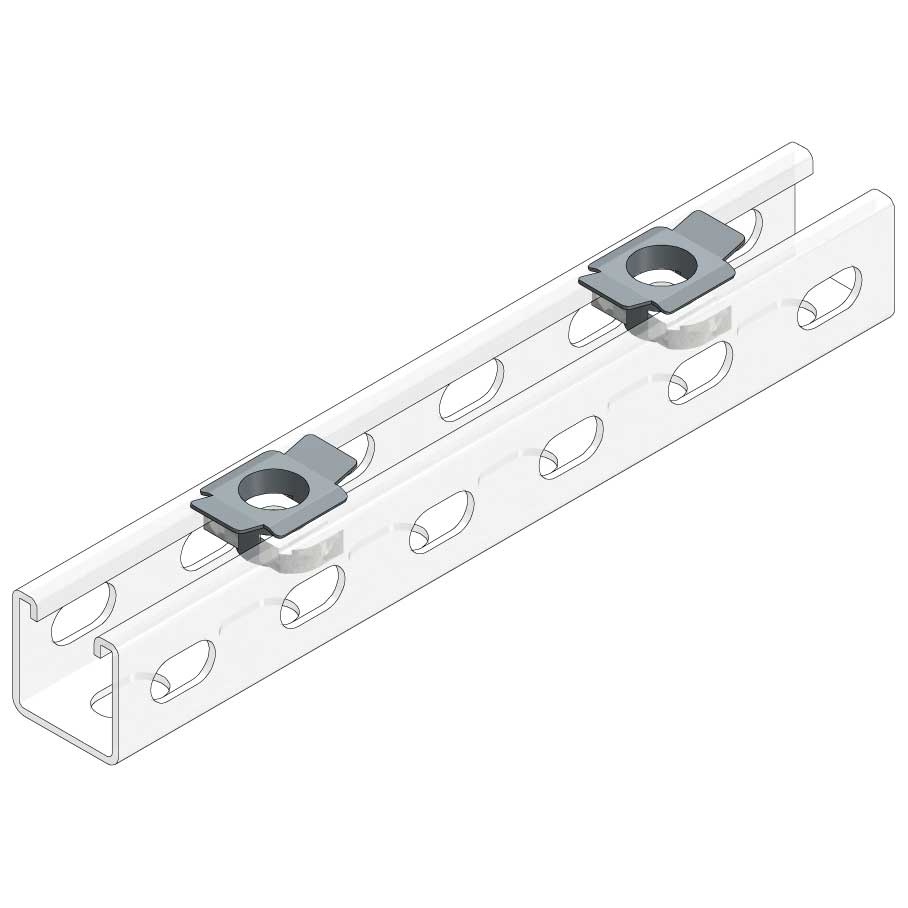
Pracovní zátěž
Další informace
Dokončení
Pozinkované (EN ISO 2081) EG (elektrolyticky pozinkované)
Elektrolyticky zinkované výrobky se obvykle používají v místech, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Elektrogalvanické zinkování se od žárového zinkování liší tím, že vrstva zinku se vytváří elektrolýzou. Nedochází zde k tepelnému působení na ocel, takže se nevytvářejí žádné vrstvy slitin. Také tloušťka vrstvy 6-8 µm (mikronů) je ve srovnání s žárovým zinkováním omezenější. Před vlastním zinkováním prochází ocel řadou kroků předúpravy, aby byla zaručena optimální přilnavost (odmašťovací kroky, moření, ponor do kyseliny, oplachování atd.). Po vlastním zinkování se na zinkový povlak nanese pasivační a bichromátová vrstva a následně se provede demi oplach. Mezi výhody galvanického zinkování patří, že nedochází k tepelným deformacím, což je ideální pro montážní kusy, pěkný rovnoměrný a hladký povrch s vysokým leskem, dobrá elektrická vodivost, žádné běhouny ani zinkové kolíky. |
|||||||||||
|
|
10339 |
SLNS41-10-EG |
EC
|
M10
|
100
|
Standardní
|
|
||||


Montáž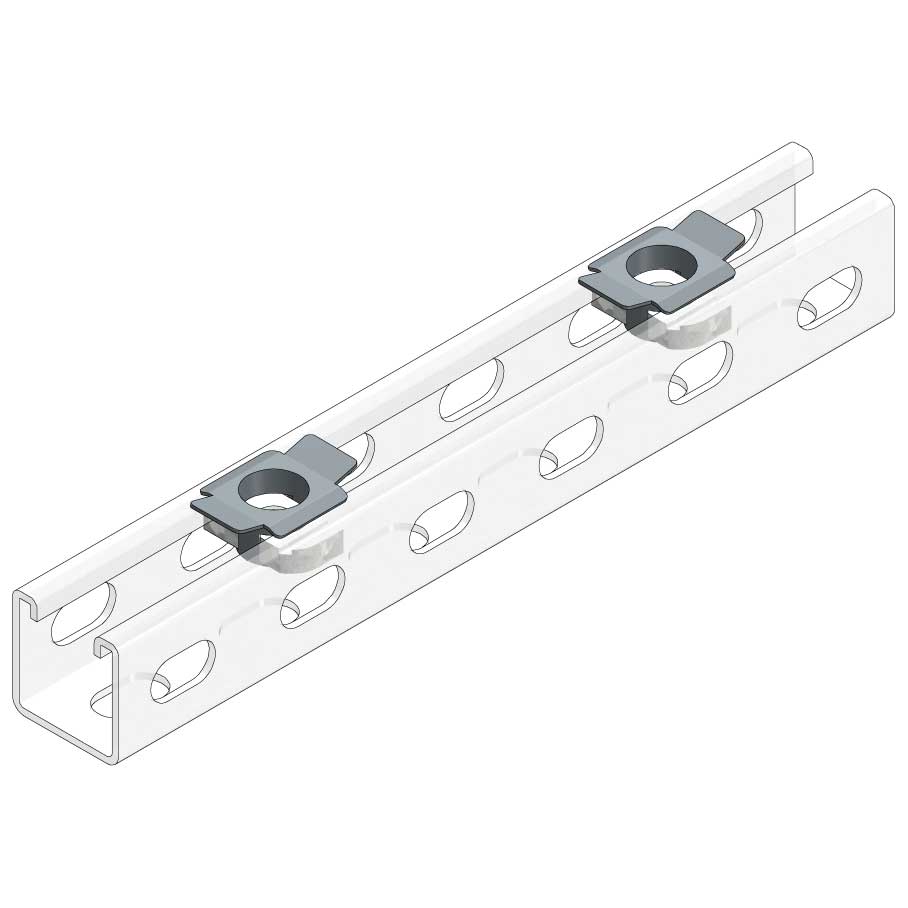
Pracovní zátěž
Další informace
Dokončení
Pozinkované (EN ISO 2081) EG (elektrolyticky pozinkované)
Elektrolyticky zinkované výrobky se obvykle používají v místech, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Elektrogalvanické zinkování se od žárového zinkování liší tím, že vrstva zinku se vytváří elektrolýzou. Nedochází zde k tepelnému působení na ocel, takže se nevytvářejí žádné vrstvy slitin. Také tloušťka vrstvy 6-8 µm (mikronů) je ve srovnání s žárovým zinkováním omezenější. Před vlastním zinkováním prochází ocel řadou kroků předúpravy, aby byla zaručena optimální přilnavost (odmašťovací kroky, moření, ponor do kyseliny, oplachování atd.). Po vlastním zinkování se na zinkový povlak nanese pasivační a bichromátová vrstva a následně se provede demi oplach. Mezi výhody galvanického zinkování patří, že nedochází k tepelným deformacím, což je ideální pro montážní kusy, pěkný rovnoměrný a hladký povrch s vysokým leskem, dobrá elektrická vodivost, žádné běhouny ani zinkové kolíky. |
|||||||||||
|
|
10340 |
SLNS41-12-EG |
EC
|
M12
|
100
|
Standardní
|
|
||||


Montáž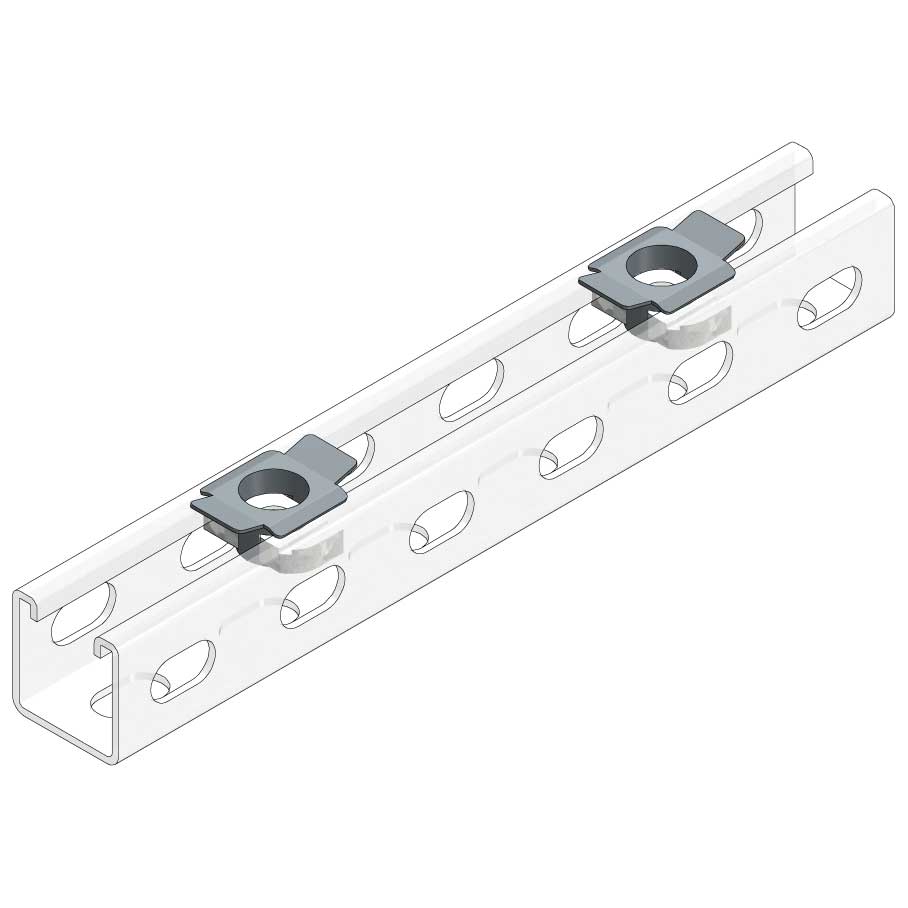
Pracovní zátěž
Další informace
Dokončení
Pozinkované (EN ISO 2081) EG (elektrolyticky pozinkované)
Elektrolyticky zinkované výrobky se obvykle používají v místech, kde je možné omezené chemické znečištění, jako jsou kanceláře, průmyslové budovy, krytá parkoviště atd. Elektrogalvanické zinkování se od žárového zinkování liší tím, že vrstva zinku se vytváří elektrolýzou. Nedochází zde k tepelnému působení na ocel, takže se nevytvářejí žádné vrstvy slitin. Také tloušťka vrstvy 6-8 µm (mikronů) je ve srovnání s žárovým zinkováním omezenější. Před vlastním zinkováním prochází ocel řadou kroků předúpravy, aby byla zaručena optimální přilnavost (odmašťovací kroky, moření, ponor do kyseliny, oplachování atd.). Po vlastním zinkování se na zinkový povlak nanese pasivační a bichromátová vrstva a následně se provede demi oplach. Mezi výhody galvanického zinkování patří, že nedochází k tepelným deformacím, což je ideální pro montážní kusy, pěkný rovnoměrný a hladký povrch s vysokým leskem, dobrá elektrická vodivost, žádné běhouny ani zinkové kolíky. |
|||||||||||
|
|
19393 |
SLNS41-06-DG |
DG
|
M6
|
100
|
Standardní
|
|
||||


Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti má zásadní význam předběžná úprava oceli, která zahrnuje tyto kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
21324 |
SLNS41-08-DG |
DG
|
M8
|
100
|
Standardní
|
|
||||


Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti má zásadní význam předběžná úprava oceli, která zahrnuje tyto kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
|
|
16556 |
SLNS41-10-DG |
DG
|
M10
|
100
|
Standardní
|
|
||||


Pracovní zátěž
Další informace
Dokončení
Žárově pozinkované (EN ISO 1461) DG (ponořené zinkování):
Pokud jsou kabelové nosné systémy vystaveny povětrnostním podmínkám a/nebo agresivním látkám (např. petrochemické aplikace), jsou dodatečně ošetřeny žárovým zinkováním. Žárové zinkování se také nazývá kusové zinkování, zinkování v plné lázni, žárové zinkování nebo žárové zinkování. Žárové zinkování je materiálově-technický proces určený k ochraně oceli před korozí. Pokud je tato vrstva porušena, zinek funguje jako obětní anoda, takže železo je chráněno zinkem (známé také jako katodická ochrana). Při zinkování vznikají tři slitiny: první železo-zinek, druhá zinek-železo a třetí zinek. Pro dosažení dobré přilnavosti má zásadní význam předběžná úprava oceli, která zahrnuje tyto kroky procesu: odmaštění, oplachování, moření, oplachování, tavení, sušení, ponoření. Tloušťka vrstvy závisí na složení oceli, tloušťce materiálu a době pobytu v zinkové lázni. Norma pro zinkování NEN-EN-ISO 1461 předepisuje minimální tloušťky vrstev (jak je uvedeno v následujícím přehledu), stejně jako úbytek zinku za rok, který závisí na faktorech prostředí. Zinková vrstva také tvoří vynikající spojovací vrstvu pro další následné úpravy, jako je nanášení práškových a lakových vrstev (známější jako duplexní systémy). Další výhodou žárového zinkování je, že podél hran a bodů, kde jsou předměty obecně náchylnější ke korozi, je vrstva zinku silnější kvůli chování kapaliny. Minimální tloušťky zinkové vrstvy podle normy ISO 1461: - S metodou ponoření Tloušťka materiálu ≥ 6 mm = min. tloušťka zinkové vrstvy (průměrná) 85 µm Tloušťka materiálu 3 mm - 6 mm = min. tloušťka zinkové vrstvy (průměr) 70 µm Tloušťka materiálu 1,5 mm - 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 1,5 mm = min. tloušťka povlaku (průměr) 45 µm - S bubnovou metodou (menší kusy) Tloušťka materiálu ≥ 3 mm = min. tloušťka povlaku (průměr) 55 µm Tloušťka materiálu < 3 mm = min. tloušťka povlaku (průměr) 45 µm |
|||||||||||
Montáž

Žádné výsledky
Pro vaše aktuální vyhledávání nebyly nalezeny žádné výsledky