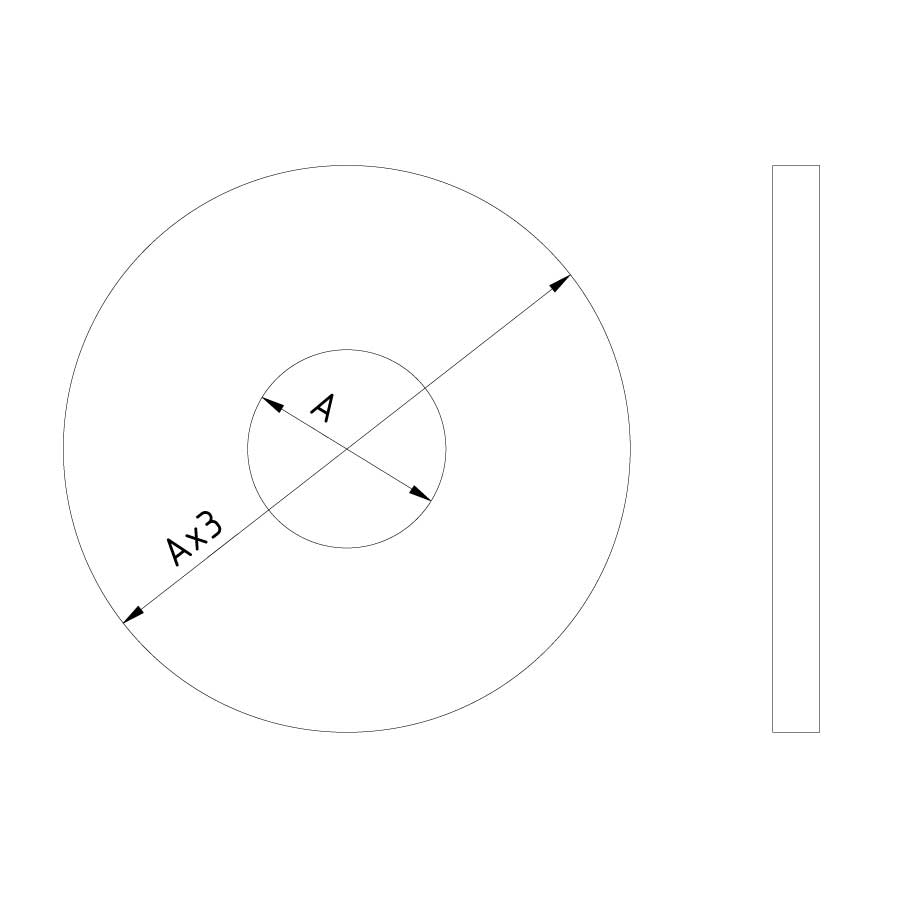
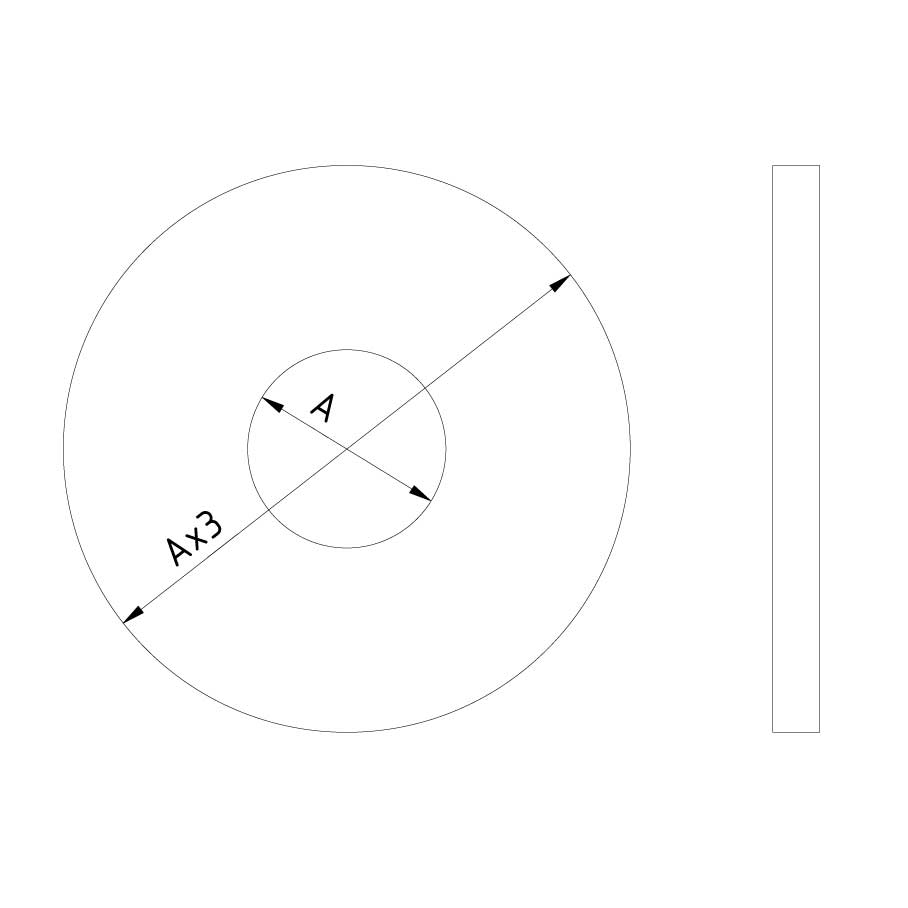
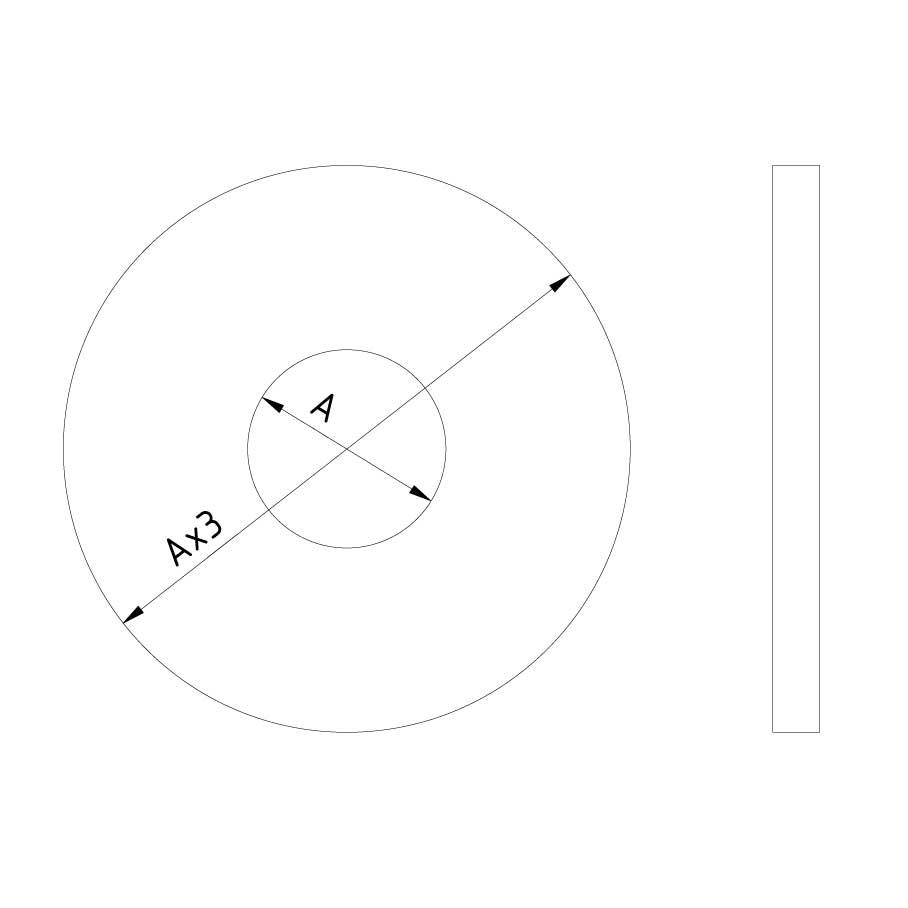
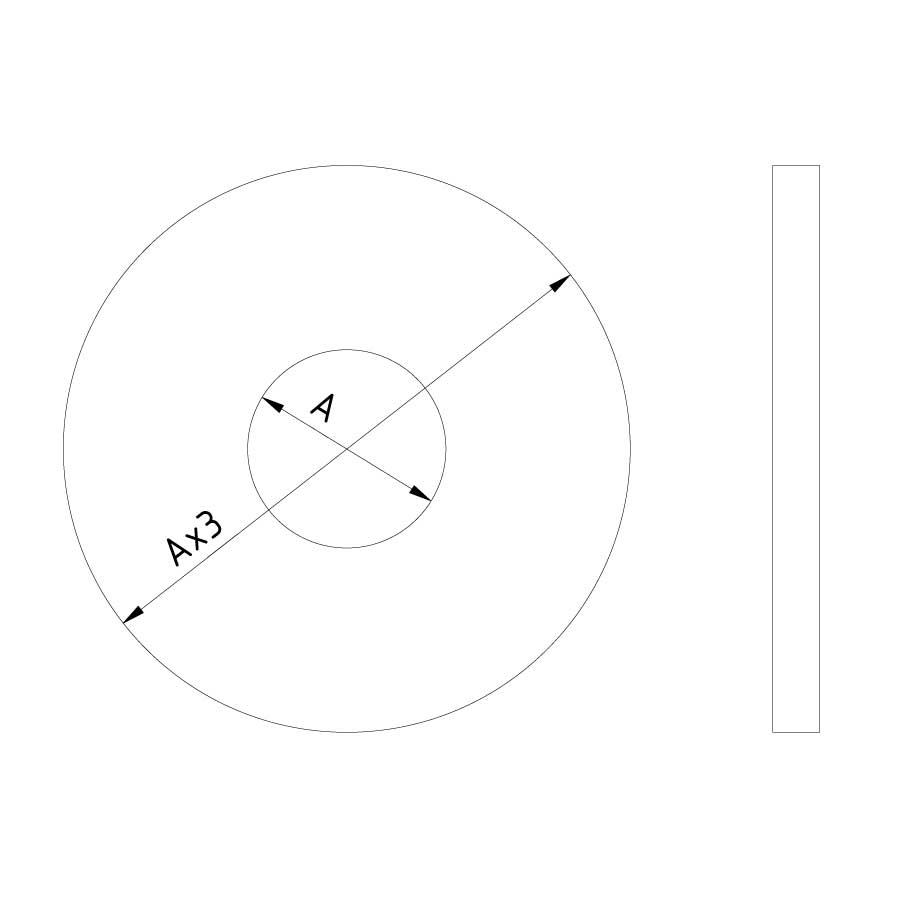
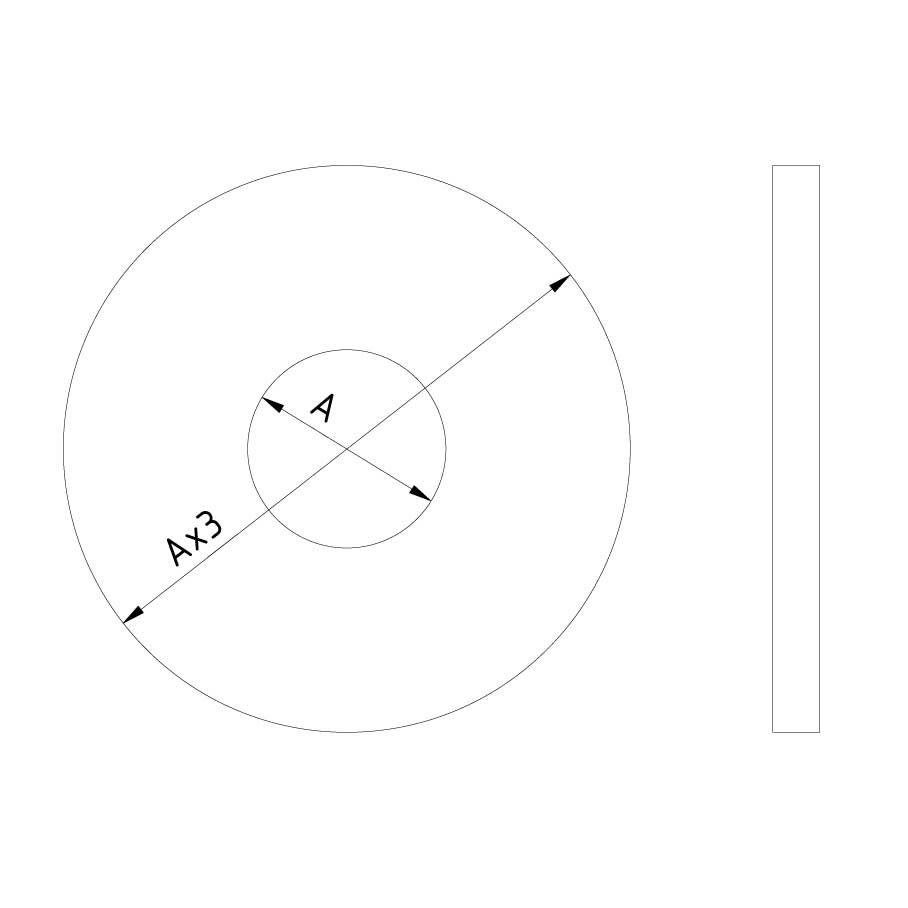
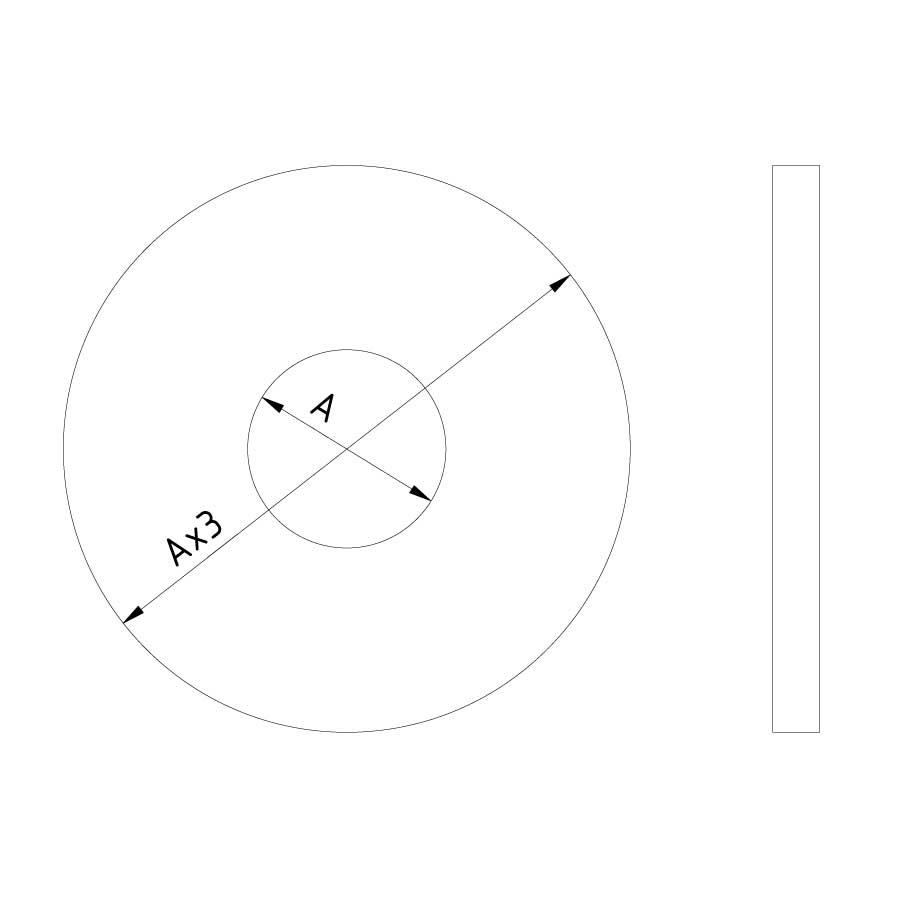
Rondsel DIN9021
W
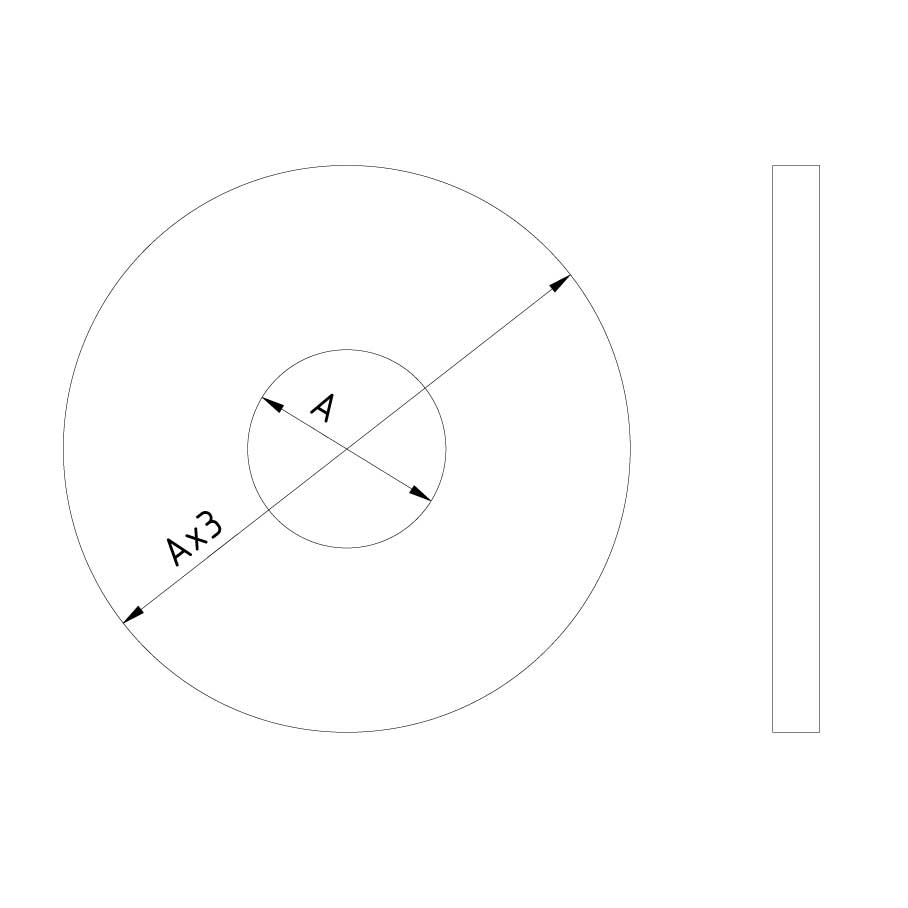
Rondsel DIN9021
W
| SKU | Artikelcode | Uitvoering | Maat A | Verpakking | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
10341 |
W06-EG |
EG
|
7
|
100
|
Standaard
|
|
||||
Werklast
Bijkomende informatie
Afwerking
Elektrolytisch verzinkt (EN ISO 2081) EG (electro galvanised)
Elektrolytisch verzinkte producten worden meestal ingezet op plaatsen waar een beperkte chemische verontreiniging mogelijk is zoals bijvoorbeeld burelen, industriële gebouwen overdekte parkings e.d. Elektrolytisch verzinken onderscheidt zich van het thermisch verzinken doordat de zinklaag hier wordt opgebouwd via elektrolyse. Hier heeft men geen thermische inwerkingen op het staal waardoor geen legeringslagen opgebouwd worden. Ook zijn de laagdiktes 6-8µm (micron) beperkter in vergelijking met thermisch verzinken. Voor het eigenlijke verzinken doorloopt het staal een aantal voorbehandelingsstappen om een optimale hechting te kunnen garanderen (ontvettingstappen, beitsen, zuurdip, spoelingen…). Na het eigenlijke verzinken zal de zinklaag een passivatie en bichromaat laag krijgen gevolgd door een demi spoeling. De voordelen van het elektrolytisch verzinken zijn onder andere, geen thermische vervormingen ideaal voor assemblagestukken, mooie egale en gladde afwerking met hoge glans, goede elektrische geleiding, geen lopers of zinkpinnen. |
|||||||||||
|
|
10342 |
W08-EG |
EG
|
9
|
100
|
Standaard
|
|
||||

Werklast
Bijkomende informatie
Afwerking
Elektrolytisch verzinkt (EN ISO 2081) EG (electro galvanised)
Elektrolytisch verzinkte producten worden meestal ingezet op plaatsen waar een beperkte chemische verontreiniging mogelijk is zoals bijvoorbeeld burelen, industriële gebouwen overdekte parkings e.d. Elektrolytisch verzinken onderscheidt zich van het thermisch verzinken doordat de zinklaag hier wordt opgebouwd via elektrolyse. Hier heeft men geen thermische inwerkingen op het staal waardoor geen legeringslagen opgebouwd worden. Ook zijn de laagdiktes 6-8µm (micron) beperkter in vergelijking met thermisch verzinken. Voor het eigenlijke verzinken doorloopt het staal een aantal voorbehandelingsstappen om een optimale hechting te kunnen garanderen (ontvettingstappen, beitsen, zuurdip, spoelingen…). Na het eigenlijke verzinken zal de zinklaag een passivatie en bichromaat laag krijgen gevolgd door een demi spoeling. De voordelen van het elektrolytisch verzinken zijn onder andere, geen thermische vervormingen ideaal voor assemblagestukken, mooie egale en gladde afwerking met hoge glans, goede elektrische geleiding, geen lopers of zinkpinnen. |
|||||||||||
|
|
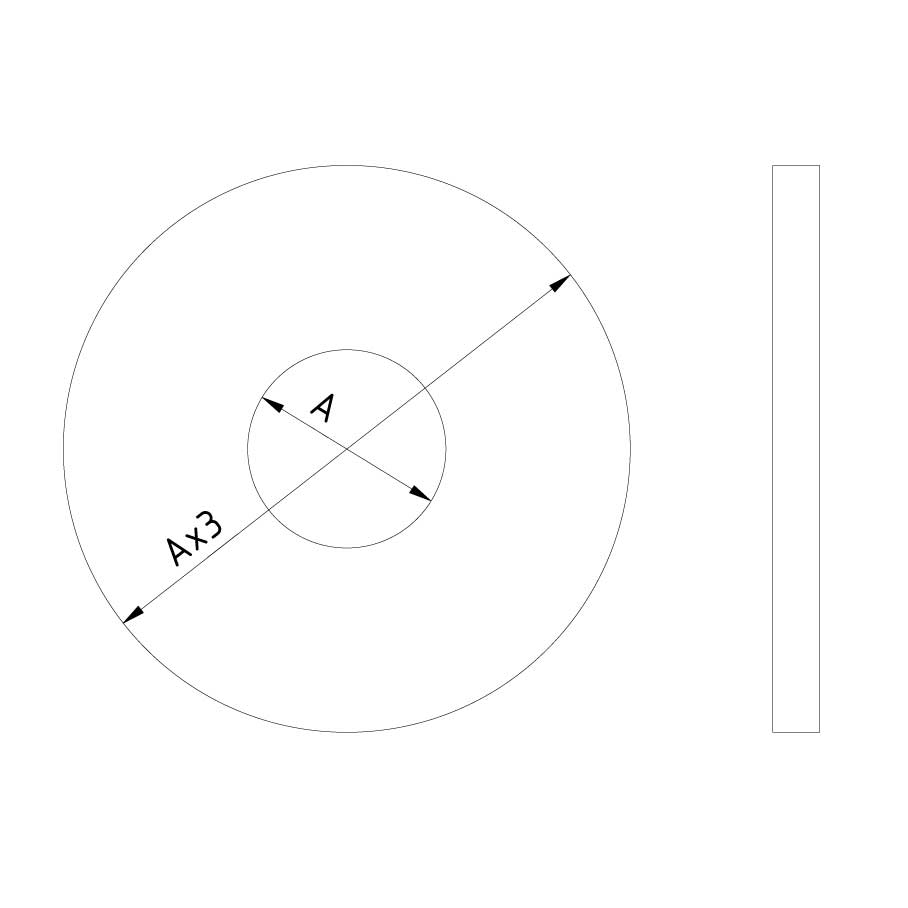
10343 |
W10-EG |
EG
|
11
|
100
|
Standaard
|
|
||||
Werklast
Bijkomende informatie
Afwerking
Elektrolytisch verzinkt (EN ISO 2081) EG (electro galvanised)
Elektrolytisch verzinkte producten worden meestal ingezet op plaatsen waar een beperkte chemische verontreiniging mogelijk is zoals bijvoorbeeld burelen, industriële gebouwen overdekte parkings e.d. Elektrolytisch verzinken onderscheidt zich van het thermisch verzinken doordat de zinklaag hier wordt opgebouwd via elektrolyse. Hier heeft men geen thermische inwerkingen op het staal waardoor geen legeringslagen opgebouwd worden. Ook zijn de laagdiktes 6-8µm (micron) beperkter in vergelijking met thermisch verzinken. Voor het eigenlijke verzinken doorloopt het staal een aantal voorbehandelingsstappen om een optimale hechting te kunnen garanderen (ontvettingstappen, beitsen, zuurdip, spoelingen…). Na het eigenlijke verzinken zal de zinklaag een passivatie en bichromaat laag krijgen gevolgd door een demi spoeling. De voordelen van het elektrolytisch verzinken zijn onder andere, geen thermische vervormingen ideaal voor assemblagestukken, mooie egale en gladde afwerking met hoge glans, goede elektrische geleiding, geen lopers of zinkpinnen. |
|||||||||||
|
|
15214 |
W12-EG |
EG
|
13
|
100
|
Standaard
|
|
||||
Werklast
Bijkomende informatie
Afwerking
Elektrolytisch verzinkt (EN ISO 2081) EG (electro galvanised)
Elektrolytisch verzinkte producten worden meestal ingezet op plaatsen waar een beperkte chemische verontreiniging mogelijk is zoals bijvoorbeeld burelen, industriële gebouwen overdekte parkings e.d. Elektrolytisch verzinken onderscheidt zich van het thermisch verzinken doordat de zinklaag hier wordt opgebouwd via elektrolyse. Hier heeft men geen thermische inwerkingen op het staal waardoor geen legeringslagen opgebouwd worden. Ook zijn de laagdiktes 6-8µm (micron) beperkter in vergelijking met thermisch verzinken. Voor het eigenlijke verzinken doorloopt het staal een aantal voorbehandelingsstappen om een optimale hechting te kunnen garanderen (ontvettingstappen, beitsen, zuurdip, spoelingen…). Na het eigenlijke verzinken zal de zinklaag een passivatie en bichromaat laag krijgen gevolgd door een demi spoeling. De voordelen van het elektrolytisch verzinken zijn onder andere, geen thermische vervormingen ideaal voor assemblagestukken, mooie egale en gladde afwerking met hoge glans, goede elektrische geleiding, geen lopers of zinkpinnen. |
|||||||||||
|
|
10568 |
W06-DG |
DG
|
7
|
100
|
Standaard
|
|
||||

Werklast
Bijkomende informatie
Afwerking
Thermisch verzinkt (EN ISO 1461) DG (dipped-galvanised):
Indien kabeldraagsystemen worden blootgesteld aan weersomstandigheden en/of agressieve stoffen (zoals petrochemische toepassingen), krijgen deze een extra behandeling onder de vorm van thermische verzinking. Thermisch verzinken wordt ook wel stukverzinken, volbadverzinken, vuurverzinken of hot-dip galvaniseren genoemd. Thermisch verzinken is een materiaalkundig proces dat ertoe moet leiden dat staal beschermd wordt tegen corrosie. Wordt deze laag doorbroken, dan treedt het zink op als offeranode, zodat het ijzer door het zink beschermd wordt (ook gekend als kathodische bescherming). Bij het verzinken worden drie legeringen gevormd een eerste ijzer-zink, een tweede zink-ijzer en een derde zink. Om een goede hechting te bekomen is de voorbehandeling van het staal van cruciaal belang hierbij heeft men de volgende processtappen, ontvetten, spoelen, beitsen, spoelen, fluxen, drogen, dippen. De laagdikte is afhankelijk van de staalsamenstelling, de materiaaldikte en de tijd in het zinkbad. In de verzinknorm NEN-EN-ISO 1461 worden de minimale laagdiktes voorgeschreven (zoals weergegeven in volgend overzicht ), net als de zinkafname per jaar welke afhankelijk is van de omgevingsfactoren. De zinklaag vormt bovendien een uitstekende hechtlaag voor verdere nabehandelingen zo als bedekken met poedercoating en verflagen (beter gekend als duplex systeem). Een bijkomend voordeel van thermisch verzinken is dat langs randen en punten, waar voorwerpen over het algemeen extra gevoelig zijn voor corrosie, de zinklaag dikker is vanwege het gedrag van de vloeistof. Minimale zinklaagdiktes volgens ISO 1461: - Met dompelmethode Materiaaldikte ≥ 6 mm = min. zinlaagdikte (gemiddeld) 85µm Materiaaldikte 3 mm - 6 mm = min. zinlaagdikte (gemiddeld) 70µm Materiaaldikte 1,5 mm - 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 1,5 mm = min. zinlaagdikte (gemiddeld) 45µm - Met trommelmethode (kleinere stukken) Materiaaldikte ≥ 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 3 mm = min. zinlaagdikte (gemiddeld) 45µm |
|||||||||||
|
|
10569 |
W08-DG |
DG
|
9
|
100
|
Standaard
|
|
||||

Werklast
Bijkomende informatie
Afwerking
Thermisch verzinkt (EN ISO 1461) DG (dipped-galvanised):
Indien kabeldraagsystemen worden blootgesteld aan weersomstandigheden en/of agressieve stoffen (zoals petrochemische toepassingen), krijgen deze een extra behandeling onder de vorm van thermische verzinking. Thermisch verzinken wordt ook wel stukverzinken, volbadverzinken, vuurverzinken of hot-dip galvaniseren genoemd. Thermisch verzinken is een materiaalkundig proces dat ertoe moet leiden dat staal beschermd wordt tegen corrosie. Wordt deze laag doorbroken, dan treedt het zink op als offeranode, zodat het ijzer door het zink beschermd wordt (ook gekend als kathodische bescherming). Bij het verzinken worden drie legeringen gevormd een eerste ijzer-zink, een tweede zink-ijzer en een derde zink. Om een goede hechting te bekomen is de voorbehandeling van het staal van cruciaal belang hierbij heeft men de volgende processtappen, ontvetten, spoelen, beitsen, spoelen, fluxen, drogen, dippen. De laagdikte is afhankelijk van de staalsamenstelling, de materiaaldikte en de tijd in het zinkbad. In de verzinknorm NEN-EN-ISO 1461 worden de minimale laagdiktes voorgeschreven (zoals weergegeven in volgend overzicht ), net als de zinkafname per jaar welke afhankelijk is van de omgevingsfactoren. De zinklaag vormt bovendien een uitstekende hechtlaag voor verdere nabehandelingen zo als bedekken met poedercoating en verflagen (beter gekend als duplex systeem). Een bijkomend voordeel van thermisch verzinken is dat langs randen en punten, waar voorwerpen over het algemeen extra gevoelig zijn voor corrosie, de zinklaag dikker is vanwege het gedrag van de vloeistof. Minimale zinklaagdiktes volgens ISO 1461: - Met dompelmethode Materiaaldikte ≥ 6 mm = min. zinlaagdikte (gemiddeld) 85µm Materiaaldikte 3 mm - 6 mm = min. zinlaagdikte (gemiddeld) 70µm Materiaaldikte 1,5 mm - 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 1,5 mm = min. zinlaagdikte (gemiddeld) 45µm - Met trommelmethode (kleinere stukken) Materiaaldikte ≥ 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 3 mm = min. zinlaagdikte (gemiddeld) 45µm |
|||||||||||
|
|
10570 |
W10-DG |
DG
|
11
|
100
|
Standaard
|
|
||||

Werklast
Bijkomende informatie
Afwerking
Thermisch verzinkt (EN ISO 1461) DG (dipped-galvanised):
Indien kabeldraagsystemen worden blootgesteld aan weersomstandigheden en/of agressieve stoffen (zoals petrochemische toepassingen), krijgen deze een extra behandeling onder de vorm van thermische verzinking. Thermisch verzinken wordt ook wel stukverzinken, volbadverzinken, vuurverzinken of hot-dip galvaniseren genoemd. Thermisch verzinken is een materiaalkundig proces dat ertoe moet leiden dat staal beschermd wordt tegen corrosie. Wordt deze laag doorbroken, dan treedt het zink op als offeranode, zodat het ijzer door het zink beschermd wordt (ook gekend als kathodische bescherming). Bij het verzinken worden drie legeringen gevormd een eerste ijzer-zink, een tweede zink-ijzer en een derde zink. Om een goede hechting te bekomen is de voorbehandeling van het staal van cruciaal belang hierbij heeft men de volgende processtappen, ontvetten, spoelen, beitsen, spoelen, fluxen, drogen, dippen. De laagdikte is afhankelijk van de staalsamenstelling, de materiaaldikte en de tijd in het zinkbad. In de verzinknorm NEN-EN-ISO 1461 worden de minimale laagdiktes voorgeschreven (zoals weergegeven in volgend overzicht ), net als de zinkafname per jaar welke afhankelijk is van de omgevingsfactoren. De zinklaag vormt bovendien een uitstekende hechtlaag voor verdere nabehandelingen zo als bedekken met poedercoating en verflagen (beter gekend als duplex systeem). Een bijkomend voordeel van thermisch verzinken is dat langs randen en punten, waar voorwerpen over het algemeen extra gevoelig zijn voor corrosie, de zinklaag dikker is vanwege het gedrag van de vloeistof. Minimale zinklaagdiktes volgens ISO 1461: - Met dompelmethode Materiaaldikte ≥ 6 mm = min. zinlaagdikte (gemiddeld) 85µm Materiaaldikte 3 mm - 6 mm = min. zinlaagdikte (gemiddeld) 70µm Materiaaldikte 1,5 mm - 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 1,5 mm = min. zinlaagdikte (gemiddeld) 45µm - Met trommelmethode (kleinere stukken) Materiaaldikte ≥ 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 3 mm = min. zinlaagdikte (gemiddeld) 45µm |
|||||||||||
|
|
13801 |
W12-DG |
DG
|
13
|
100
|
Standaard
|
|
||||

Werklast
Bijkomende informatie
Afwerking
Thermisch verzinkt (EN ISO 1461) DG (dipped-galvanised):
Indien kabeldraagsystemen worden blootgesteld aan weersomstandigheden en/of agressieve stoffen (zoals petrochemische toepassingen), krijgen deze een extra behandeling onder de vorm van thermische verzinking. Thermisch verzinken wordt ook wel stukverzinken, volbadverzinken, vuurverzinken of hot-dip galvaniseren genoemd. Thermisch verzinken is een materiaalkundig proces dat ertoe moet leiden dat staal beschermd wordt tegen corrosie. Wordt deze laag doorbroken, dan treedt het zink op als offeranode, zodat het ijzer door het zink beschermd wordt (ook gekend als kathodische bescherming). Bij het verzinken worden drie legeringen gevormd een eerste ijzer-zink, een tweede zink-ijzer en een derde zink. Om een goede hechting te bekomen is de voorbehandeling van het staal van cruciaal belang hierbij heeft men de volgende processtappen, ontvetten, spoelen, beitsen, spoelen, fluxen, drogen, dippen. De laagdikte is afhankelijk van de staalsamenstelling, de materiaaldikte en de tijd in het zinkbad. In de verzinknorm NEN-EN-ISO 1461 worden de minimale laagdiktes voorgeschreven (zoals weergegeven in volgend overzicht ), net als de zinkafname per jaar welke afhankelijk is van de omgevingsfactoren. De zinklaag vormt bovendien een uitstekende hechtlaag voor verdere nabehandelingen zo als bedekken met poedercoating en verflagen (beter gekend als duplex systeem). Een bijkomend voordeel van thermisch verzinken is dat langs randen en punten, waar voorwerpen over het algemeen extra gevoelig zijn voor corrosie, de zinklaag dikker is vanwege het gedrag van de vloeistof. Minimale zinklaagdiktes volgens ISO 1461: - Met dompelmethode Materiaaldikte ≥ 6 mm = min. zinlaagdikte (gemiddeld) 85µm Materiaaldikte 3 mm - 6 mm = min. zinlaagdikte (gemiddeld) 70µm Materiaaldikte 1,5 mm - 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 1,5 mm = min. zinlaagdikte (gemiddeld) 45µm - Met trommelmethode (kleinere stukken) Materiaaldikte ≥ 3 mm = min. zinlaagdikte (gemiddeld) 55µm Materiaaldikte < 3 mm = min. zinlaagdikte (gemiddeld) 45µm |
|||||||||||
Combineer met (2 artikelen)

Geen resultaten
Er werden geen resultaten gevonden voor uw huidige zoekopdracht